Экономические показатели выпуска изделий.
Расчет календарно-плановых нормативов однопредметной непрерывно-поточной линии
На участке производится сборка изделия, А по приведенной на рис. 1 схеме. Исходные данные для расчетов представлены в табл. 1; технологический процесс сборки в табл. 2. Месячная программа выпуска изделий составляет Nm шт. Число рабочих дней в месяце — 21. Режим работы сборочного участка — Ксм. Продолжительность рабочей смены — Tcм (мин.). Время на плановые ремонты и переналадку рабочих мест… Читать ещё >
Экономические показатели выпуска изделий. Расчет календарно-плановых нормативов однопредметной непрерывно-поточной линии (реферат, курсовая, диплом, контрольная)
Задание 1
На участке производится сборка изделия, А по приведенной на рис. 1 схеме. Исходные данные для расчетов представлены в табл. 1; технологический процесс сборки в табл. 2. Месячная программа выпуска изделий составляет Nm шт. Число рабочих дней в месяце — 21. Режим работы сборочного участка — Ксм. Продолжительность рабочей смены — Tcм (мин.). Время на плановые ремонты и переналадку рабочих мест составляет, А %.
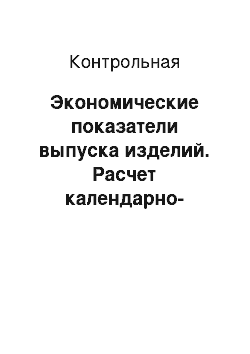
Необходимо: определить оптимальный размер партии изделий; установить удобопланируемый ритм; определить длительность операционного цикла партии изделий по сборочным единицам; рассчитать необходимое число рабочих мест и численность рабочих.
Рис. 1. Веерная схема сборки изделия А
Исходные данные для расчетов.
Показатели | Вариант | |
Месячная программа выпуска изделий Nm, шт. | ||
Режим работы сборочного участка Ксм | ||
Продолжительность рабочей смены Tcм, мин. | ||
Время на плановые ремонты и переналадку рабочих мест, А (%). | ||
Минимальный размер партии изделий, собираемых на участке, определяется по формуле:
(1)
Период чередований партий изделий (режим работы) рассчитывается по формуле:
(2)
Из удобопланируемых ритмов 21, 7, 3, 1.
выбираем Ry = 3 дням Оптимальный размер партии изделий определяется по формуле:
(3)
Выполняется условие Длительность операционного цикла партии изделий операции определяется по формуле:
(4)
операционного цикла партии изделий по сборочным единицам определяется по формуле:
(5)
Необходимое число рабочих мест для сборки изделий рассчитывается по формуле:
(6)
Задание 2
На основе электрической схемы ячейки 2У-3 ЭЦВМ (рис. 2) и заводских нормативов времени на выполнение технологически неделимых элементов операций (табл. 3) спроектировать производственный процесс сборки ячейки, если продолжительность выполнения операций кратна такту, при организации однопредметной непрерывно-поточной линии с использованием распределительного конвейера.
Рассчитать календарно-плановые нормативы однопредметной непрерывно-поточной линии. Изделия с операции на операцию передаются поштучно.
Исходные и нормативные данные для расчетов представлены в табл. 4.
Рис. 2. Электрическая схема ячейки 2У-3
Нормативы времени на выполнение технологически неделимых элементов операций
Содержание элементов операций | Штучная норма времени (t шт), мин., | |
Установить сопротивление | 0,10 | |
Установить конденсатор | 0,26 | |
Установить ламповую панель | 1,05 | |
Взять и отложить плату | 0,05 | |
Исходные и нормативные данные для расчетов
Показатели | Штучная норма времени (t шт.), мин., по вариантам | |
Регламентированные перерывы на отдых, мин. | ||
Производственная программа Nсм, шт./смену | ||
Режим работы, Ксм | ||
Продолжительность смены Тсм, час. | ||
Диаметр барабанов Д, м | 0,4 | |
Шаг конвейера l0, м. | 0,8 | |
Рассмотрим пример выполнения задания.
1. Эффективный фонд времени работы оборудования ОНПЛ рассчитываем по формуле
Fэ = Fн — Тпер = 450 мин, где fh — номинальный фонд времени (в данном случае равен продолжительности смены 8 * 60 мин);
Тпер — продолжительность регламентированных перерывов, мин.
2. Такт ОНПЛ определяем по формуле
rНЛ = Fэ: Ncм = 450/2400 = 0,19 мин / шт.
3. Выполняем проектирование производственного процесса сборки ячейки 2У-3 при продолжительности выполнения операций, кратной или равной такту (табл. 5).
4. Число рабочих мест определяем по формуле, подставив в нее соответствующие данные по первой операции, Принимаем Спр = 6 рабочим местам. Аналогично рассчитываем по всем операциям, а результаты заносим в гр. 5 и 6 табл. 5.
5. Коэффициент загрузки рабочих мест на каждой i-й операции определяем по формуле. Подставив в эту формулу соответствующие данные по первой операции, получим Аналогично производим расчеты по всем операциям, а результаты заносим в гр. 7 табл. 5.
6. Скорость движения конвейера определяем по формуле, подставляя в нее соответствующие данные,
7. Период распределительного конвейера устанавливается, исходя из выражения:
П = НОК{С1, С2, С3, С4, С5, С6, С7, С8, С9, С10} = НОК {6, 6, 2, 2, 2, 2, 2, 2, 8} = 16. (здесь НОК - наименьшее общее кратное)
8. Расчет длины ленты распределительного конвейера. Вначале рассчитываем рабочую длину ленты конвейера по формуле:
Затем определяем полную длину ленты по формуле:
По длине распределительного конвейера в ней должно укладываться целое число периодов. Поэтому определяемое число повторений периода также должно быть целым числом.
Принимаем К = 3.
Тогда
Исходя из этого, полную длину ленты распределенного конвейера принимаем равной 57,6 м. Основываясь на такой длине ленты конвейера, корректируем шаг конвейера, который после расчетов составляет = (57,6 — 3,14*0,4)/2*32 = 0,88 м.
10. Продолжительность производственного цикла — это отрезок времени от поступления предмета труда на первую операцию поточной линии до выхода его с последней операции. Этот показатель можно определить по стандарт — плану или по формуле:
11. Расчет заделов. На ОНПЛ создаются внутрилинейные заделы трех видов: технологические, транспортные и резервные.
Величина технологического задела при поштучной передаче обрабатываемых изделий рассчитывается по формуле:
Zтех = СП = 32шт.,
а величина транспортного задела — по формуле:
Zтp = (СП — 1) = 32 — 1 = 31 шт.
Учитывая, что рабочие места имеют высокий коэффициент загрузки (в среднем больше единицы), величину страхового задела принимаем в размере 4% от сменного задания, следовательно,
Zстр = 2400 * 0,04 = 96 шт.
Общая величина внутрилинейного задела определяется по формуле:
Zoб = Zтex + Zтp + Zcтp = 32+31+96 = 159 шт.
12. Величина незавершенного производства определяется по формуле:
13. Часовая производительность ОНПЛ рассчитывается по формуле:
Задание 3
Определите изменение плановой численности рабочих за счет сокращения сверхплановых простоев, если в плановом периоде каждый рабочий должен был отработать в течение года Дпл= 240 дней. В результате сокращения числа заболеваемости и невыходов с разрешения администрации количество отработанных дней в году составило Дф= 247 дней. Численность промышленно-производственного персонала Чппп = 40 тыс. человек, доля рабочих равна араб= 0,6.
Изменение численности рабочих вследствие проведения организационно-технических мероприятий по сокращению сверхплановых простоев определяется по следующей формуле:
=-0,68
Задание 4
Определите цеховую себестоимость продукции и ее структуру, если стоимость основного материала Зм = 900 тыс. руб.; заработная плата основных производственных рабочих Ззп= 75 тыс. руб., амортизационные отчисления За = 40 тыс. руб., доля амортизационных затрат в цеховых расходах аа = 0,19, прочие цеховые расходы Зпр = 7%.
Цеховые расходы:
Зцсх= За / аа = 40 / 0,19 = 210,5 тыс. руб.;
Прочие цеховые затраты:
Зпр ц = ЗцсхЧ Зпр/100 =210,5Ч 7/100 = 14,7, тыс. руб.;
Цеховая себестоимость составит:
Сцех = Зм + Ззп + Зцсх + Зпр ц,= 900 + 75 + 210,5 + 14,7 = 1200,2 тыс. руб.
Определим долю:
а) заработной платы основных производственных рабочих с начислением:
азп = Ззп / Сцех =75/1200,2 = 0,062;
б) основных материалов:
ам = Зм / Сцех = 900/1200,2 = 0,75;
в) полных цеховых расходов:
ацр = (Зцсх + Зпр)/ Сцех = (210,5 +7)/1200,2 = 0,181.
Задание 5
рабочий операционный изделие плановый Определите предельную величину капитальных вложений для замены физически изношенного оборудования на более производительную модель и ликвидационную стоимость (предельную), если первоначальная стоимость заменяемой техники Цс= 48 тыс. руб., новой модели Цн = 97 тыс. руб., нормативный срок службы старой модели, Тс = 16 лет, период эксплуатации Тэк = 13 лет ликвидационная стоимость, Цл = 0,4 Цост, себестоимость единицы продукции до замены Сс = 24,2 руб., после замены Сн = 20,2 руб., годовой объем производства при старой модели Qc = 13 000 ед., при новой увеличивается в два раза tpQ = 2,0, рентабельность R = 0,2.
Решение
Норма амортизации: На= 1/16 = 0,06.
Остаточная стоимость: Цост= 48 (1 — 0,06 Ч 13) = 10,6 тыс. руб.
Ликвидационная стоимость: Цл= 10,6 Ч 0,4 = 4,2 тыс. руб.
Потери в результате реализации оборудования ниже остаточной стоимости: Цпт= 10,6 Ч (1- 0,4) = 6,4 тыс. руб. = 10,6 — 4,2.
Годовой объем производства при использовании нового оборудования:
Qн= 13 000 Ч 2 = 26 000 ед.
Экономия, приходящаяся на единицу производимой продукции:
Эед = 24,2 — 20,2 = 4 руб.
Экономия годовая:
Эг = 4 Ч 26 000/1000 = 104 тыс. руб.
Окупаемость новой модели без учета потерь:
Тр = (97 — 48)/104 = 0,5 или Rр = 104/(97 — 48) = 2,12.
Замена экономически оправдана, так как соблюдено условие Rр? Rн. В нашем примере 2,12> 0,2.
Однако данный расчет некорректен, поскольку он не учитывает потери, возникающие при ликвидации физически изношенного оборудования. Поэтому дополнительно рассчитываются:
КВн= (97 + 6,3) — (48 — 10,6 + 4,2) = 61,7 тыс. руб.;
Окупаемость дополнительных капитальных вложений:
Тр= 61,7/104 = 0,6 года или Rр = 104/61,72 = 1,68.
Мероприятие считается эффективным, так как соблюдено условие Тр? Тн, или Rр? Rн, т. е. 0,6 < 5,6 и 1,68 > 0,2
Верхний предел дополнительных капитальных вложений при замене, обеспечивающий эффективность мероприятия:
КВвр = 104/0,18 = 577,8 тыс. руб.;