Диффузионная сварка.
Технология конструкционных материалов.
Сварочное производство
Диффузионную сварку выполняют в вакууме (сварка химически активных металлов) и атмосфере защитных или инертных газов. Схема установки для диффузионной сварки приведена на рис. 2.28. Свариваемые заготовки 5устанавливают внутри камеры 3, которая охлаждается водой, подаваемой по змеевику 2. В камере насосом 7 создается вакуум (остаточное давление газов 10″ 5… 103 Па) либо в нее нагнетаются защитные… Читать ещё >
Диффузионная сварка. Технология конструкционных материалов. Сварочное производство (реферат, курсовая, диплом, контрольная)
Диффузионная сварка — это сварка давлением, осуществляемая за счет взаимной диффузии атомов в тонких поверхностных слоях контактирующих частей. Диффузионная сварка производится при относительно длительном воздействии повышенной температуры и незначительной пластической деформации.
Диффузионные процессы протекают довольно интенсивно при нагреве металлов до температур рекристаллизации, составляющих 0,4 Гпл, где Глл — температура плавления, и давлениях, необходимых для пластического деформирования микровыступов с целью обеспечения физического контакта по всей свариваемой поверхности.
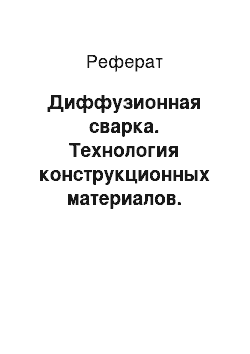
Диффузионную сварку выполняют в вакууме (сварка химически активных металлов) и атмосфере защитных или инертных газов. Схема установки для диффузионной сварки приведена на рис. 2.28. Свариваемые заготовки 5устанавливают внутри камеры 3, которая охлаждается водой, подаваемой по змеевику 2. В камере насосом 7 создается вакуум (остаточное давление газов 10″ 5… 10_3 Па) либо в нее нагнетаются защитные или инертные газы. Нагрев заготовок производится с помощью спирального нагрева;

Рис. 2.28. Схема установки для диффузионной сварки:
/ — плита; 2 — змеевик; 3 — камера; 4 — индуктор; 5 — заготовки; 6 — шток поршня; 7 — насос; 8 — генератор; р — давление теля или индуктора 4ТВЧ. Все вводы в камеру (к насосу, генератору 8 и штоку 6 поршня) герметизируются.
Процесс сварки включает в себя две стадии. На первой из них заготовки нагреваются и прикладывается давление. Происходит пластическое деформирование микровыступов и разрушение тонких пленок на контактирующих поверхностях заготовок.
На второй стадии заготовки выдерживаются под давлением. Образуется объемная зона взаимного соединения под влиянием диффузии.
С целью ускорения процесса нагрева заготовок (сварка тугоплавких металлов и сплавов) в камеру может быть введен электронный луч. Для получения высококачественного соединения свариваемые поверхности заготовок должны быть предварительно очищены от оксидных пленок и загрязнений.
Диффузионная сварка позволяет соединять металлы, сплавы и керамические материалы в различных сочетаниях, а также заготовки, значительно отличающиеся по толщине. Как правило, полученные соединения не нуждаются в последующей механической обработке.