Виды резания.
Технологические процессы в машиностроении
Точение — лезвийная обработка резанием поверхностей вращения и торцевых поверхностей. Главное движение, вращательное, придается заготовке (инструменту); движение подачи, поступательное, придается режущему инструменту (заготовке) в направлении вдоль, перпендикулярно или под углом к оси вращения заготовки. Продольным точением обрабатывают наружные (рис. 4.27, а) и внутренние (рис. 4.27, б… Читать ещё >
Виды резания. Технологические процессы в машиностроении (реферат, курсовая, диплом, контрольная)
4.З.5.1. Точение
Точение — лезвийная обработка резанием поверхностей вращения и торцевых поверхностей. Главное движение, вращательное, придается заготовке (инструменту); движение подачи, поступательное, придается режущему инструменту (заготовке) в направлении вдоль, перпендикулярно или под углом к оси вращения заготовки.
Обработку наружных поверхностей называют обтачиванием, обработку внутренних поверхностей называют растачиванием. Различают продольное точение (обтачивание и растачивание) и поперечное точение (обработка фасок и торцов).
Продольным точением обрабатывают наружные (рис. 4.27, а) и внутренние (рис. 4.27, б) цилиндрические поверхности. Перед обтачиванием наружных поверхностей подрезают торцы заготовки (см. рис. 4.27, б). Обработка производится подрезными резцами с поперечным движением подачи к центру или от центра заготовки.
Точение канавок (рис. 4.27, в) проводится с поперечным движением подачи специальными резцами, у которых форма и размеры главной режущей кромки соответствуют протачиваемой канавке.
Отрезание обработанной детали (см. рис. 4.27, в) проводится отрезными резцами с прямой или наклонной главной режущей кромкой. В последнем случае торец отрезанной детали получается более чистым.
Нарезание резьбы (рис. 4.27, г) проводится специальными резьбовыми резцами. Форма режущих кромок резцов определяется профилем и размерами поперечного сечения нарезаемых резьб. Величина подачи на оборот при этом должна быть равна шагу нарезаемой резьбы.
Обработка конических поверхностей может проводиться несколькими способами:
- • широкими токарными резцами с продольным или поперечным движением подачи. Таким способом получают поверхности длиной образующей не более 30 мм;
- • поворотом поворотных салазок суппорта на угол, равный половине угла при вершине требуемого конуса (рис. 4.27, д). Обработку ведут с ручной подачей резца. Длина обрабатываемой таким способом образующей конуса определяется величиной хода каретки поворотных салазок;
- • смещением корпуса задней бабки в поперечном направлении (рис. 4.27, е).

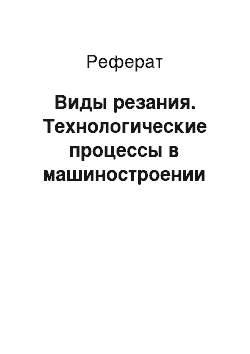
Рис. 4.27. Основные технологические схемы точения:
а продольное точение (обтачивание и растачивание); б — поперечное точение (обработка фасок и торцов); в точение канавок и отрезание; г — нарезание резьбы; д, е — обработка конических поверхностей; ж — обработка фасонных поверхностей Таким способом обрабатывают длинные конические поверхности с углом конуса не более 8°. Для этого корпус задней бабки смещают относительно ее основания в направлении, перпендикулярном к линии центров станка. Обрабатываемую заготовку устанавливают на шариковые центры. При этом ось вращения заготовки располагается под углом к линии центров станка, а образующая конической поверхности — параллельно линии центров станка.