Исследование работоспособности малоразмерного режущего инструмента при обработке металлографских форм методом многопроходного строгания
Диссертация
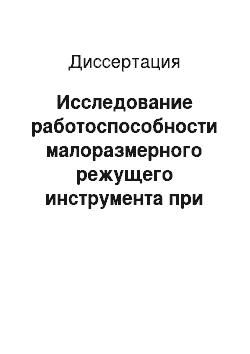
Заготовкой высокозащшценной оригинальной металлографской формы 1 (рис.1) служит плоская металлическая пластина необходимой площади, определяемой размером гравюры. Поверхность 2, предназначенная для нанесения углубленной гравюры, должна иметь шероховатость поверхности не ниже 12 -14 класса, так как предназначена для выполнения в дальнейшем роли так называемого пробельного поля, с которого краска… Читать ещё >
Содержание
- Введение. Актуальность темы
- Глава 1. Обзор методов обработки оригинальных металлографских форм, цели и задачи исследования
- 1. 1. Требования, предъявляемые к гравюрам металлографских форм и методам их обработки
- 1. 2. Анализ методов обработки металлографских форм
- 1. 2. 1. Комплексный технологический процесс производства металлографских форм на Гознаке
- 1. 2. 2. Недостатки действующего процесса изготовления металлографских форм
- 1. 2. 3. Альтернативные способы изготовления металлографских печатных форм
- 1. 3. Выводы
- 1. 4. Цели и задачи диссертационной работы
- Глава 2. Условия работы режущего инструмента
- 2. 1. Классификация элементов гравюр металлографских форм применительно к методу многопроходного строгания
- 2. 2. Технология формирования элементов гравюр металлографских форм методом многопроходного строгания
- 2. 3. Условия работы инструмента при многопроходном строгании
- 2. 4. Особенности расчета инструмента в условиях многопроходного строгания
- 2. 4. 1. Методика определения сил на передней и задних поверхностях резца
- 2. 4. 2. Методика расчета прочности фасонного строгального резца
- 2. 5. Выводы
- Глава. 3 Оптимизация условий работы режущего инструмента
- 3. 1. Станок-стенд для опытных работ по многопроходному строганию
- 3. 2. Определение сил резания
- 3. 2. 1. Методика определения сил резания
- 3. 2. 2. Результаты измерения сил
- 3. 3. Определение условий, исключающих боковые нагрузки на резец и погрешность формы элементов гравюры, вызванную настройкой резца
- 3. 3. 1. Методика определения условий, исключающих боковые нагрузки на резец
- 3. 3. 2. Перемещения вершины резца при несовпадении оси симметрии его профиля и передней поверхности с осью вращения шпинделя
- 3. 3. 3. Технические средства для минимизации влияния боковых нагрузок на работоспособность инструмента
- 3. 3. 4. Коррекция положения инструмента и управляющих программ для минимизации влияния боковых нагрузок на работоспособность инструмента
- 3. 3. 5. Результат ы
- 3. 4. Определение условий, исключающих перегрузки инструмента и погрешность формы элементов гравюры из-за погрешности расположения и формы заготовки
- 3. 4. 1. Методика
- 3. 4. 2. Погрешности заготовок, вызывающие разброс значений глубины и ширины резания
- 3. 4. 3. Выбор технических средств для минимизации влияния погрешностей заготовки на работоспособность инструмента
- 3. 4. 4. Контрольно-измерительная система и процедура минимизации перегрузок инструмента из-за погрешности заготовок
- 3. 4. 5. Результаты
- 3. 5. Определение стойкости
- 3. 5. 1. Методика
Список литературы
- Авторское свидетельство СССР N 1 704 990, кл. В 23 К 26/00, 1992.
- Александров В. А., Потапов Д. В. Основы теории упругости и пластичности, М.: Машиностроение, 1990. 376с.
- Армарего И. Дж. А., Браун Р. X. Обработка металлов резанием. М.: Машиностроение, 1977. — 325с.
- Барон Ю. М., Торопов А. А. Модель образования заусенцев на выходе в направлении подачи // Инструмент, 1998. № 1 — с. 30 — 31.
- Бриге А. А. Резание металлов. Санкт-Петербург, 1896.
- Будущему кандидату технических наук. Справочник пособие для аспирантов и соискателей./Сост. Р. М. Мусаев. Махачкала, 1990−78с.
- Виноградов А. А. К вопросу определения сил на задней поверхности инструмента // Сверхтвердые материалы. 1989. — № 1 — с. 46 — 51.
- Грановский Г. И., Грановский В. Г. Резание металлов. М.: Высшая школа, 1985. — 304с.
- Грановский Г. И., Трудов П. П. и др. Резание металлов. М.: Машгиз, 1954, — 473с.10. Графо 2001, № 2.
- Дыченко А. П. Внутренний мир МКЭ // САПР и графика. 2000. — № 5.
- Еременко С. Ю. Методы конечных элементов в механике деформируемых тел. Харьков.: Основы, 1991. — 120 с.
- Железное Г. С., Сингеев С. А. Расчет сил, действующих по задней поверхности инструмента. // Известия вузов. Машиностроение, 1983. -№ 9−175с.
- Зорев Н. Н. Вопросы механики процесса резания металлов. М.: Машгиз, 1956, — 319с.
- Кабалдин Ю. Г., Хромов А. И., Егорова Ю. Г. Жестко-пластическая модель процесса резания металлов. // Вестник машиностроения. 1998. — № 2 — 14с.
- Кандидатская диссертация. Методика написания, правила оформления и порядок защиты./Сост. Ф. А. Кузин. М.: Ось-89, 1999.- 208с.
- Качалов Л. М. Основы теории пластичности.- М.: Высшая школа, 1969. 420с.
- Лоладзе Т. Н. Стружкообразование при резании металлов. М.: Машиностроение, 1977. — 325с.
- КлушинМ. И. Резание металлов. -М.: Машгиз, 1958. 543с.
- Малинин Н. Н. Прикладная теория пластичности и ползучести. М.: Машиностроение, 1975- 400с.
- Матвеев С. Н. О распределении касательных и нормальных напряжений на передней поверхности режущего инструмента В сб.: Физические процессы при резании металлов — Волгоград: ВПИ, 1984. -С.67 — 72.
- Несмелое А. Ф., Авдонина Н. А. Алмазные инструменты в машиностроении. М.: Машгиз, 1959.- 188с.
- Новый словарь русского языка. Толково-словообразовательный. Ефремова Т. Ф. -М.: Русский язык, 2000.
- Оппельт В. Основы техники автоматического регулирования. -М. -Л.:Госэенргоиздат, 1960.-268с.
- Остафьев В. А. Расчёт динамической прочности режущего инструмента. -М.: Машиностроение, 1979.-167с.
- Патент ЕПВ N 388 009, кл. В 23 К 26/00, 1992.
- Патент США N 5 376 505, НКИ 430−296, МКИ в 03 Б 9/00, 1994.
- Патент США N 5 382 498, НКИ 430−296, МКИ в 03 Г 9/00, 1995.
- Патент США N 5 561 008, НКИ 430−4, МКИ в 03 Б 9/00, 1996.
- Патент 1Ш, N2004918, кл. в 03 Б 7/00, 1993.
- Патент Ш, N 2 080 971, кл. В 23 К 26/00, 1997.
- Патент RU N 2 129 294, кл. G03F9/00, 1999.
- Патент RU, N 2 146 577, кл. В23В1/00, 2000.
- Патент RU, N 2 153 958, кл. B23D1/00, 2000.
- Патент RU, N 2 165 348, кл. B23Q15/22, 2000.
- Патент RU, N 2 169 670, кл. В 44 С 1/22, 2001.
- Патент RU, N 2 177 865, кл. B23Q3/18, B23Q1/25, 1999.
- Патент RU, N 2 179 094, кл. B23D13/00, 1999.
- Патент SU 517 413, М.кл. В 23 С 1/16, 1976.
- Петрушин С. И. Определение напряжений в зоне стружкообразования методом линий скольжения с учетом контактных нагрузок. //Известия вузов. -М.: Машиностроение, 1987. -№ 4- С.117- 120.
- Полетика М. Ф. Контактные нагрузки на режущих поверхностях инструмента. -М: Машиностроение, 1969. -150с.
- Постановление Правительства РФ № 376.
- Развитие науки о резании металлов/ В. Ф. Бобров, Г. И. Грановский, Н. Н. Зорев и др. М.: Машиностроение, 1967. 416с.
- Розенберг А. М., Еремин А. Н. Элементы теории процесса резания металлов. -М.: Машгиз, 1956. 320с.
- Розенберг А. М., Розенберг А. М. Расчет сил при резании пластических металлов.// Сверхтвердые материалы. 1987. — № 4 -С.48 — 54.
- Розин JI. А. Задачи теории упругости и численные методы их решения. СПб.: СПбГТУ, 1988. — 143с.
- Розин J1. А. Основы метода конечных элементов в теории упругости. Учебное пособие. Л.: ЛПИ, 1972. — 80с.
- Сальников Г. П. Краткий справочник машиностроителя. Киев: Техника, 1967. — 684с.
- Свидетельство на полезную модель № 14 022, кл B23D5/02, 1999.
- Семенченко И. И. Режущий инструмент. Л.: Машгиз, 1938, — Т.2. -676 с.
- Справочник металлиста/ Чернавский С. А.. М.: Машиностроение, 1976. -т.1, — 768с.
- Талантов Н. В. Физические основы процесса резания, изнашивания и разрушения инструмента. -М: Машиностроение, 1992. 320с.
- Тимошенко С. П., Гудьер Д. Ж. Теория упругости. -М.: Наука, 1975−576с.
- Феодосьев В. И. Сопротивление материалов. М.: Наука, 1972, — 544с.
- Шатерин М. А., Ермолаев М. А, Самойленко В. Д. Силы и контактные нагрузки, действующие на заднюю поверхность режущего инструмента.// Станки и инструмент. -1988. № 3. — С.28 — 30.
- Шеловаст В. В. Основы проектирования машин. М.: АПМ, 2000. -472с.
- Якухин В. Г., Ставров В. А. Изготовление резьбы. М.: Машиностроение, 1989. — 192с.
- Ящерицын П. И., Еременко М. Л., Жигалко Н. И.Основы резания материалов и режущий инструмент. Минск: Вышэйшая школа, 1975. — 528с.60. 6th International Conference «Precision Surface Finishing and Deburring Technology 2000», Saint-Petersburg, 2000.
- Hutte/ Справочник для инженеров, техников и студентов. -M.-JL: изд-во по машиностроению и металлообработке, 1933.62. http:// www. new. print-base.ru.
- Cp (x) = ¦ Cpo if x + a > C3o-sin (a3) + Cpo-cos (yp) 0 if x + a
1) • sin 0.5- K - Pnmax = 2 ¦ tp • (0.5 y + y0 + 0.5 • C0s (2 • y0)) Pnp = xp-(l -y-yp+2.y0 + cos (2-Yo))1.(x) = k-2ap (x) M x + a H (x) — 0.5- ap (x)
- H (x)+ p • tan,, + 2 2) 2Jcos
- N0(x) = lqnp Cp (x) Lp (x) if x < 0 qnp Cp (0) Lp (0) otherwise1. Fp (x)qf Cp (x) Lp (x) if x < 0 qf • Cp (0) • Lp (0) otherwise
- A1(x) = (qnp-cos (yp)-qf-sin (|Yp|)) Cp (x)
- B1(x) = k-2.|H (x)-fa°(X)tan1. V 2 J 2J
- C1(x) = a H (x) — 0.5 aD (x)1. Mpi (x) =1. A1(x)1. A1 (0)x + ci (x))cos1. C1(x)>if x < 0
- B1 (0) ¦ (x + C1 (0)) + - • (2 • x + C1 (0))mcos ¦, 1. V2J
- A2(x) = (qnp-sin (|yp|) + qf cos (yp)) • Cp (x) • Lp (x)1. Mp2(x) =l1. A2(x) yc (x)-|ap (0)ap (x^tanV
- A2(0)-|^yc (x)-a0) x otherwise1. Mp (x) = Mpi (x) Mp2(x)qn3p = ^-(1 +it+2-a3 + 2-y0+cos (2-Y0))1. V3i /. u/ ^ x) o x + a-0.5- H (x) L3p (x) = k-H (x) tan -I + 21. Vy (S coslw1. N3p (x)qn3p c3(x) L3p (x) if x < 0 qn3p • c3(0) • L3p (0) otherwise
- F3p (x) = |qf C3(x).L3p (x) if x< 0 |qf C3(0) L3p (0) otherwise
- A3(x) = (qn3p sin (a3) + qf • cos (a3)) • C3(x)1. B3(x) = a-0.5- H (x)g1. C3(x) = k-H (x) tan, v1. M3pi (x) =1. A3(x)1. A3(0)f1. C3(x) +x + B3(x)^ cos —v)x + B3(x))if x < 01.
- C3(0) • (x + B3(0)) + B30) • (2 • x + B3(0))cosgjotherv/ii
- A4(x) = (qn3p- cos (a3) qf • sin (a3)) • C3(x) • L3p (x)1. M3p2(x) =1. A4(x)yc (x) ap (0) — tan (|Yp|) — (h (0) — M). tan (a3)~1J if A4(0) • iyc (x) — ap (0) • tan (|Yp|) —. tan (a3)1″) otherwisex < 01. M3p (x) M3p1(x)-M3p2(x)
- A5(x).^yc (x)-ap (0).tan (|yp|)-H (0).tan (a3)"1-yj if x<0
- A5(0) • I yc (x) ap (0) — tan (|Yp|) — H (0). tan (a3)~1 — ^ I otherwise
- M35(x) = M351(x)-M352(x) qnW =3feHpl if x-^fc)qti (x) =qnmax 0 otherwiseqf if x + ay < Cy (ay) 0 otherwiseavar (y) = a7f