Электрофизические, электрохимические и комбинированные методы обработки материалов
Создание волновой теории света и усовершенствование технологии изготовления оптических линз, стекол и зеркал позволили создать целый ряд разнообразных оптических приборов. Была установлена принципиальная возможность фокусирования светового потока на относительно небольших поверхностях и получение высоких удельных плотностей энергии, достаточных для нагрева и плавления различных материалов… Читать ещё >
Электрофизические, электрохимические и комбинированные методы обработки материалов (реферат, курсовая, диплом, контрольная)
Министерство образования Республики Беларусь БЕЛОРУССКИЙ НАЦИОНАЛЬНЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ Машиностроительный факультет Кафедра «Технология машиностроения»
Реферат По дисциплине: «Современные технологии в машиностроении»
На тему: Электрофизические, электрохимические и комбинированные методы обработки материалов Выполнил студент гр. 303 217
Т. А. Карпеева Проверил доц. Янковский И.Н.
Минск 2012
Электрофизические, электрохимические и комбинированные методы обработки материалов.
Классификация физико-химических способов обработки материалов
Электроэрозионная обработка металлов
Размерная электрохимическая обработка
Ультразвуковая обработка материалов
Электроннолучевая обработка материалов
Светолучевая обработка материалов
Плазменная обработка
Комбинированные методы обработки металлов
Заключение
В современном машиностроении возникают технологические проблемы, связанные с обработкой новых материалов и сплавов (например, жарои кислотостойкие, специальные никелевые стали, тугоплавкие сплавы, композиты, неметаллические материалы: алмазы, рубины, германий, кремний, порошковые тугоплавкие материалы и т. п.) форму и состояние поверхностного слоя которых трудно получить известными механическими методами.
К таким проблемам относится обработка весьма прочных или весьма вязких материалов, хрупких и неметаллических материалов (керамика), тонкостенных нежестких деталей, а также пазов и отверстий, имеющих размеры в несколько МКМ; получение поверхностей деталей с малой шероховатостью, с очень малой толщиной дефектного поверхностного слоя и т. д.
В этих условиях, когда возможность обработки резанием ограничены плохой обрабатываемостью материала изделия, сложностью формы обрабатываемой поверхности или обработка вообще невозможна, целесообразно применять электрофизические и электрохимические методы обработки
Кинематика формообразования поверхностей деталей электрофизическими и электрофизическими методами обработки, как правило, проста, что обеспечивает точное регулирование процессов и их автоматизацию.
На обрабатываемость деталей такими методами (за исключением ультразвукового) не влияют твердость и вязкость материала детали.
Электрофизические, электрохимические и комбинированные методы обработки материалов
Электрофизические и электрохимические методы обработки — это общее название методов обработки конструкционных материалов непосредственно электрическим током, электролизом и их сочетанием с механическим воздействием. В Э. и э. м. о. включают также методы ультразвуковые, плазменные и ряд других методов. С разработкой и внедрением в производство этих методов сделан принципиально новый шаг в технологии обработки материалов — электрическая энергия из вспомогательного средства при механической обработке (осуществление движения заготовки, инструмента) стала рабочим агентом. Комбинированные методы обработки сочетают в себе преимущества электрофизических и электрохимических методов. Используемые сочетания разнообразны. Например, сочетание анодно-механической обработки с ультразвуковой в некоторых случаях повышает производительность в 20 раз. Существующие электроэрозионно-ультразвуковые станки позволяют использовать оба метода как раздельно, так и вместе.
Их достоинства следующие:
1) механические нагрузки либо отсутствуют, либо настолько малы, что практически не влияют на суммарную погрешность точности обработки;
2) позволяют изменять форму обрабатываемой поверхности заготовки (детали);
3) позволяют влиять и даже изменять состояние поверхностного слоя детали;
4) не образуется наклеп обработанной поверхности;
5) дефектный слой не образуется;
6) удаляются прижоги поверхности, полученные при шлифовании;
7) повышаются: износостойкость, коррозионная стойкость, прочность и другие эксплуатационные характеристики поверхностей деталей.
Классификация физико-химических способов обработки материалов
В современном машиностроении при изготовлении ответственных деталей применяются физико-химические способы размерной и упрочняющее-чистовой обработки. Эти способы дополняют, а иногда заменяют традиционные процессы резания. Постоянно растущие требования к качеству, надежности и долговечности изделий делают актуальными создание и применение новых методов обработки и упрочняющей технологии для повышения износостойкости, коррозионной стойкости, жаропрочности и других эксплуатационных характеристик.
Физико-химические способы имеют следующие достоинства и преимущества перед процессами резания:
1). Копирование формы инструмента сложной формы сразу по всей поверхности заготовки при его простом поступательном движении;
2). Обработка материалов ведется при практической независимости режимов обработки от твердости и вязкости материала;
3). Выполнение уникальных операций (обработка отверстий с криволинейной или спиральной осью, изготовление очень маленьких отверстий, узких и глубоких канавок;
4). Малые значения сил, действующих в процессе обработки, а при некоторых методах отсутствие механического контакта инструмента и заготовки;
5). Используется инструмент менее твердый и менее прочный, чем обрабатываемый материал;
6). Высокая производительность обработки при сравнительно высокой точности получения размеров;
7). Возможность механизации и автоматизации процесса физико-химической обработки, а также многостаночного обслуживания.
Однако физико-химические способы обработки более энергоемки, чем процессы резания. Основные физико-химические способы размерной и упрочняюще-чистовой обработки заготовок следующие:
1. Электроразрядные — электроэрозионный, электроконтактный и абразивно-эрозионный.
2. Электрохимические — электрохимикогидравлический и электрохимикомеханический.
3. Ультразвуковые — размерная ультразвуковая обработка и наложение ультразвуковых колебаний на режущий инструмент.
4. Лучевые — лазерный, электроннолучевой и плазменный.
5. Магнитноимпульсная — индукционная и электродинамическая.
6. Магнитноабразивная.
7. Комбинированные — анодно-механический, элетроэрозионно-химический, ультразвуковой-электрохимический и электролазерный.
В этих методах удаление припуска происходит путем электрической или химической эрозии. Они особенно эффективны при изготовлении таких изделий: штампы, пресс-формы, турбинные лопатки, камеры сгорания, фасонный твердосплавный инструмент, электронная аппаратура и др.
Основные особенности рабочих процессов физико-химических методов и процесса резания приведены в таблице 1.1.
Таблица 1.1. — Основные особенности рабочих процессов физико-химических методов и процесса резания
Способ обработки | Рабочий процесс | Используемая энергия | Мощность удельная, Nуд, Вт/см2 | Рабочая среда | Род обрабатываемых материалов | |
Электро-эрозионный | Эрозия в импульсных разрядах | Тепловая | 104… 108 | Жидкость диэлектрическая | Электропроводящие | |
Электро-контактный | Механическое удаление нагретого металла | то же | Воздух, газ | то же | ||
Электро-химический | Анодное растворение | Химическая | 103… 104 | Электролит | _____,_____ | |
Анодно-механический | Анодно-механическое удаление | Химическая+ механическая | то же | то же | _____,_____ | |
Ультразвуковой | Хрупкое разрушение при ударном вдавливании абразивных зерен | Механическая | ____,_____ | Абразивная | Металлы и неметаллы (тверд., и хрупк.) | |
Электронно-лучевой | Эрозия под действием потока электронов | Тепловая | 106… 108 | Вакуум 10−4… 10−6 | Электропроводящие | |
Ионно-лучевой | Катодное распыление | то же | 106… 107 | Вакуум 10−2… 10−4 | Лучше электропроводящие | |
Светолучевой | Световая эрозия | ________ | 106… 108 | Газ, жидкось | Любые | |
Процессы резания | Большие упруго-пластические деформации | Механическая | 102… 103 | Газ, СОЖ | _____,_____ | |
Электроэрозионная обработка металлов
Разработчиками данного метода являются советские ученые Н. И. Лазаренко и Б. Р. Лазаренко. Поместив электроды в жидкий диэлектрик и размыкая электрическую цепь, ученые заметили, что жидкость мутнела уже после первых разрядов между контактами. Они установили: это происходит потому, что в жидкости появляются мельчайшие металлические шарики, которые возникают вследствие электрической эрозии электродов.
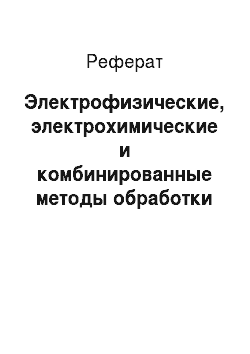
Ученые решили усилить эффект разрушения и попробовали применить электрические разряды для равномерного удаления металла (1943 г.). С этой целью они поместили электроды (инструмент 1 и заготовку 3) в жидкий диэлектрик 4, который охлаждая расплавленные частицы металла и не позволяя им оседать на противолежащий электрод (рисунок 1)
Рисунок 1 — Схема электроискрового станка
1 — электрод — инструмент; 2 — ванна; 3 — заготовка; 4 — диэлектрическая жидкость; 5 — пластина изолирующая.
В качестве генератора импульсов использовалась батарея конденсаторов ©, заряжаемых от источника постоянного тока; время зарядки конденсаторов регулировали реостатом ®. Так появилась первая в мире электроэрозионная установка. Электрод-инструмент 1 перемещали к заготовке 3. По мере их сближения возрастала напряженность поля в пространстве между заготовкой и инструментом. Это пространство называют межэлектродным промежутком (МЭП) или просто промежутком (зазором).
При достижении определенной напряженности поля на участке с минимальным расстоянием между поверхностями электродов (минимальным электродным зазором), возникал электрический разряд (протекал импульс) тока, под действием которого происходило разрушение участка заготовки. Продукты обработки попадали в диэлектрическую жидкость 4, где охлаждались, не достигая электрода-инструмента 1, и затем осаждались на дно ванны. Через некоторое время электрод-инструмент 1 прошил заготовку 3. Причем контур отверстия точно соответствовал профилю инструмента.
Так была изобретена электроэрозионная размерная обработка материалов (ЭЭО).
Этот метод основан на том, что полярный эффект при импульсах малой и средней продолжительности приводит к повышенной эрозии анода, что используется при электроискровой обработке. При импульсах большой продолжительности (дуговой разряд) значительно быстрее разрушается катод. Поэтому при электроимпульсной обработке применяют обратную полярность включения электродов и обрабатывают при действии униполярных импульсов, создаваемых электрическими машинами или электронным генератором. Продолжительность импульсов — 500 … 10 000 мкс. Электрод — инструмент изнашивается значительно меньше, чем при электроискровой обработке. Производительность выше, так как мощность импульсов больше.
Метод наиболее целесообразно применять при предварительной обработке штампов, турбинных лопаток, фасонных отверстий в деталях из твердых, нержавеющих и жаропрочных сплавов. При электроимпульсной обработке съем металла в единицу времени в 8 … 10 раз больше, чем при электроискровой.
Размерная электрохимическая обработка
Существует несколько основных схем электрохимической обработки.
1). Обработка с неподвижными электродами.
По этой схеме получают местные облегчения в деталях, отверстия в листовых материалах, наносят информацию (порядковые номера, шифры изделий и др.), удаляют заусенцы.
Рисунок 2— Схема обработки с неподвижными электродами
1 — электрод — инструмент; 2 — заготовка; 3 — диэлектрик.
Требуемая форма углубления или отверстия получается за счет нанесения на заготовку 2 слоя диэлектрика 3. Электрод-инструмент 1 не перемещается к обрабатываемой поверхности — межэлектродный зазор по мере съема металла с заготовкой 2 возрастает, а скорость прокачки электролита снижается. Процесс будет неустановившимся с нестационарным по времени режимов обработки.
2). Прошивание углублений, полостей и отверстий.
Рисунок 3— Схема прошивания
1 — электрод-инструмент; 2 — заготовка.
При такой схеме электрод-инструмент 1 имеет одно рабочее движение — поступательное движение со скоростью к детали 2. Межэлектродный зазор (S) — постоянный, т. е. режим стационарный. Электролит прокачивается со скоростью .По этой схеме изготовляют рабочие полости ковочных штампов, пресс — форм, прошивают отверстия, пазы, перья лопаток турбин, вырезают заготовки различного профиля.
К такой схеме относят и получение отверстий струйным методом
Рисунок 4— Схема прошивания струйным методом
1 — электрод-инструмент (токопровод); 2 — заготовка;
3 — диэлектрический корпус.
Электрод-инструмент состоит из токопровода 1, омываемого потоком электролита. Токопровод находится внутри корпуса 3 из диэлектрика. Электролит создает токопроводящий канал между токопроводом 1 и заготовкой 2.
В месте контакта жидкости с обрабатываемой поверхностью материал заготовки растворяется и образуется углубление. Процесс идет достаточно быстро только при высоких напряжениях (до нескольких сотен вольт). Так получают отверстия диаметром 1,5…2,0 мм и вырезают контуры деталей сложной формы.
3). Точение наружных и внутренних поверхностей.
Рисунок 5 — Схема точения наружных поверхностей
1 — электрод-инструмент; 2 — заготовка.
По такой схеме электрод-инструмент 1 выполняет роль резца, без контакта. В зазор S прокачивается электролит со скоростью. При точении внутренней поверхности электрод-инструмент 1 перемещается вдоль заготовки 2 со скоростью .
Межэлектродный зазор S может поддерживаться диэлектрическими прокладками 3.
Рисунок 6 — Схема точения внутренних поверхностей
1 — электрод — инструмент; 2 — заготовка; 3 — прокладки диэлектрические.
4). Протягивание наружных и внутренних поверхностей в заготовках
Заготовки должны иметь предварительно обработанные поверхности, по которым можно базировать электрод-инструмент. Его устанавливают относительно заготовки с помощью диэлектрических прокладок. Электрод-инструмент продольно перемещается (иногда вращается).
По такой схеме выполняют чистовую обработку цилиндрических отверстий, нарезание резьбы, шлицев, винтовых канавок.
5). Разрезание заготовок
При разрезании заготовок используется профилированный инструмент (вращающийся диск) или непрофилированный-проволока.
Рисунок 7 — Схема разрезания профилированным инструментом
1 — электрод — инструмент (диск); 2 — заготовка.
При этой схеме зазор между инструментом-электродом и заготовкой должен быть постоянным.
Для выполнения в заготовках различных фигурных пазов, щелей особенно в нежестких материалах применяется непрофилированный инструмент-электрод в виде проволоки из латуни, меди или вольфрама.
Рисунок 8 — Схема разрезания непрофилированным инструментом
1 — инструмент — электрод (проволока); 2 — заготовка.
Для устранения влияния износа проволоки на точность обработки проволока непрерывно перематывается с катушки на катушку, что позволяет участвовать в работе все новым ее элементам.
Шлифование
При этом используется вращающийся металлический инструмент цилиндрической формы, который поступательно движется вдоль заготовки 2 со скоростью .
Рисунок 9— Схема шлифования
1 — электрод — инструмент; 2 — заготовка.
Это окончательная операция при изготовлении пакетов пластин из магнитомягких материалов, когда при обработке недопустимы механические усилия, а также для изготовления деталей из вязких и прочных сплавов.
Технологические показатели ЭХО
Точность обработки
Точность размеров и формы детали зависят от погрешности электрода — инструмента и от погрешности, вызванной отклонениями режима ЭХО от расчетного.
Кроме того, погрешность детали зависит от припуска на обработку, его неравномерности, стабильности процесса анодного растворения по обрабатываемой поверхности, точности оборудования.
В конце обработки погрешность детали дет должна быть в пределах допуска [], то есть [?дет].
Для идеального процесса ЭХО погрешность детали может быть представлена через погрешность заготовки.
(3.19)
где и — съем металла в конце обработки на участках с зазором и ;
? — время обработки.
Приближенно погрешность детали можно найти в предположении, что зазор
(3.20)
Погрешность размеров детали зависит от начальной погрешности размеров заготовки, зазора и припуска на обработку.
Кроме того, рабочей поверхности электрода-инструмента придают форму, несколько отличающуюся от той, которую требуется получить в детали. Этот процесс называют корректированием электрода-инструмента.
Различные факторы неодинаково влияют на общую погрешность обработки:
— наибольшее влияние оказывает нестабильность электропроводности электролита, зазора, выхода по току — до 50%;
— отклонения от расчетного режима течения электролита — до 20%;
— упругие и температурные деформации — до 15%;
— погрешности настройки и установки — до 15% от общей погрешности.
Пути снижения погрешности:
1). Форма исходной поверхности заготовки должна иметь минимальный припуск с минимальной его неравномерностью;
2). Уменьшение межелектродного зазора; малые зазоры (, 02…0,05 мм) получают установкой на поверхности инструмента твердых упоров из изоляционных материалов (алмазных игл, абразивных зерен). Для схемы с неподвижными электродами — с периодической перестановкой электродов.
Одним из способов уменьшения межэлектродного зазора является применение импульсного напряжения. В период пауз удается добиться полного выноса продуктов обработки из зазора, стабилизировать температуру, состав электролита.
Импульсный ток используют одновременно с ускоренным сближением и отводом электродов.
Напряжение на электроды подают как в момент сближения электродов, отключая его непосредственно перед их касанием, так и во время отводов электродов после касания.
Или другой способ — чередуют включение напряжения и прокачки электролита, что позволяет стабилизировать режим ЭХО и избежать местных дефектов от неравномерного движения потока электролита.
3). Вибрация электродов применяется совместно с импульсным напряжением или при постоянном токе. Вибрация электродов может осуществляться параллельно или перпендикулярно направлению подачи как с одинаковой, так и с разной амплитудой колебаний по обоим направлениям.
4). Локализация процесса анодного растворения позволяет ограничить прохождение тока через участки заготовки, прилегающие к обрабатываемому, и за счет этого повысить точность формообразования;
5). Для чистовой обработке турбинных лопаток применяют растворы NaCl с малой массовой концентрацией (50…60 г/л). За счет малого количества ионов резко снижается степень рассеяния;
6.) Введение в электролит воздуха и других газов под напором;
7). Применение локальной обработки заготовки отдельными секциями электродаинструмента, на которые последовательно подают напряжение. Последовательность включения секций направлена против движения электролита, поэтому все продукты отработки удаляются из зазора, минуя работающую секцию;
8). Наиболее широко применяют локализацию обрабатываемого участка путем диэлектрических покрытий детали (например, с помощью фотохимии).
Если бы удалось получить одинаковые режимы обработки по всей обрабатываемой поверхности, то погрешность при изготовлении деталей любой сложности не превышала бы нескольких мкм.
Так при прошивании точных углублений желательно было бы иметь:
— нестабильность напряжения в пределах 0,1…0,2 В;
— скорость подачи электрода-инструмента-до 1%;
— электропроводимость электролита-2%.
Стабилизировать параметры в указанных пределах практически не удается, так как они изменяются по длине зазора.
Наиболее сложно добиться постоянства проводимости электролита, которая зависит от температуры, количества газообразных продуктов обработки. Задача облегчается, если в зазоре отсутствуют газообразные продукты обработки.
Применение комбинированных способов обработки (электроалмазного, электроабразивного) с механической депассивацией поверхности также позволяет повысить точность ЭХО.
В настоящее время ЭХО позволяет получить:
— при обработке неподвижными электродами со съемом по глубине до 0,2 мм-погрешность не более 0,02 мм, при большей глубине-0,03…0,050 мм;
— при прошивании мелких отверстий (O до 2 мм) — точность по 9…10-му квалитету СЭВ;
— при обработке полостей и разрезании-по12…14-му квалитету СЭВ;
— для схем точения точность-8…10-му квалитету;
— при шлифовании металлическими, электроабразивными и электроалмазными кругами точность по 6…7-му квалитету СЭВ.
обработка материал металл комбинированный
Ультразвуковая обработка материалов
Ультразвуковые колебания (У.З.) — это упругие волны, распространяющиеся в материальных средах (твердых телах, жидкостях, газах).
По частоте УЗ распространяются от верхней границы диапазона слышимости звуков (? Гц) до частоты Гц Упругие колебания во всех диапазонах частот — звуковых и УЗ — подчиняются одним и тем же физическим законам, но в средах, где распространяются УЗ колебания, возникают специфические эффекты, которые во многих областях техники используются для интенсификации различных процессов.
УЗ применяют также как средство для получения информации при измерении глубины и для обнаружения дефектов в изделиях, он позволяет определять изменение химического состава вещества, вязкость полимерного материала. В медицине УЗИ — для определения пола новорожденного.
С помощью УЗ производят поверхностное упрочнение, размерную обработку, очистку, сварку металлических и неметаллических материалов, пайку, пропитку пористых материалов и тканей, прессование и спекание порошков, дегазацию и т. д.
Теоретические аспекты УЗ изучает акустика, которая как раздел физики получила значительное развитие уже в XIX столетии. Основы теории колебаний и нелинейной акустики были разработаны Дж. У.Релеем. Более глубокое исследование УЗ колебаний стало возможным после открытия эффекта магнитострикции (Дж. П. Джоулем) и пьезоэлектричества (П.Кюри).
Магнитострикция — способность ферромагнитных металлов и сплавов изменять размеры поперечного сечения и длину сердечника в переменном магнитном поле. Материалы: никель, железокобальтовые сплавы (пермендюр), железоалюминиевые сплавы (альфер), ферриты и др. материалы.
При возникновении электромагнитного поля размеры поперечного сечения сердечника уменьшаются, а так как объем его остается постоянным, то длина сердечника увеличивается. При исчезновении поля первоначальные размеры сердечника восстанавливаются.
При УЗО используются колебания электромагнитного поля с УЗ частотой в пределах 18…44 (16…30) кГц. Амплитуда колебаний сердечника составляет 5…10 мкм. Для увеличения амплитуды колебаний к сердечнику крепят длинный тонкий стержень-концентратор (резонансный волновод переменного поперечного сечения), что позволяет получить амплитуду колебаний его торца до 50…80 мкм. К концентратору крепят рабочий инструмент-пуансон.
Схема ультразвуковой обработки заготовок
Существует несколько схем размерной обработки заготовок.
Размерная обработка заготовок из твердых хрупких материалов абразивными зернами, движущимися за счет действия УЗ инструмента.
Данный способ применяется для обработки стекла, керамики, ситаллов, кремния, германия, то есть для материалов, обработка которых другими методами затруднена.
Рисунок 11 — Схема разрезки непрофилированным инструментом — тон кой проволокой
1,7 — катушки; 2 — концентратор; 3 — преобразователь; 4 — проволока — инструмент; 5 — сопло для подачи суспензии; 6 — заготовка.
Принцип работы следующий. Ультразвуковой концентратор 2, соединенный с преобразователем 3, возбуждает колебания в проволоке-инструменте 4, перематываемой с катушки 1 на катушку 7. Заготовка 6 прижимается с небольшим усилием к проволоке 4, а в зону их контакта подается абразивная суспензия из сопла 5.
По такой схеме производят контурное вырезание, обработку пазов и щелей, разрезание заготовок.
Интенсификация процессов резания при сообщении вынужденных УЗ колебаний металлическим или абразивным режущим инструментом.
Рисунок 12 — Схема резания
1 — заготовка; 2 — инструмент; 3 — концентратор; 4 — УЗ преобразователь
На режущий инструмент 2 подаются УЗ колебания от концентратора 3, соединенного с УЗ преобразователем 4. Режущему инструменту сообщается продольная подача. Заготовка 1 имеет продольную подачу и вращение. В место контакта инструмента и заготовки подается абразивная суспензия.
Такой способ используется при сверлении, зенкеровании, развертывании, нарезании резьб в труднообрабатываемых материалах; при точении и зубодолблении заготовок из вязких металлов, при шлифовании, абразивно-алмазной доводке.
Ультразвуковая обработка позволяет повысить производительность, качество поверхностного слоя, снизить силы резания и крутящий момент. (Например, при нарезании резьбы метчиками крутящий момент уменьшается на 25…50%).
Очистка шлифовальных кругов
Рисунок 13 — Схема очистки
1 — преобразователь; 2 — концентратор — инструмент; 3 — шлифовальный круг.
Колеблющийся с УЗ частотой инструмент 2, соединенный с УЗ преобразователем 1, располагается на некотором расстоянии от шлифовального круга 3.
В пространство между кругом и инструментом подается очищающая жидкость, в которой при воздействии на нее УЗ колебаний возникают эффекты, способствующие интенсивной очистке поверхности шлифовального круга от засаливания
Ультразвуковое упрочнение поверхности
Рисунок 14 — Схема ультразвукового упрочнения
1 — заготовка; 2 — инструмент; 3 — концентратор; 4 — преобразователь.
Это чистовая обработка. Ультразвуковой инструмент 2 выполнен в виде шарика, который связан с концентратором 3 колебаний, поступающих от преобразователя 4.
Шарик 2 может быть жестко закреплен (припаян), но может и не иметь жесткого контакта с концентратором.
Инструмент прижимается с небольшим усилием к вращающейся заготовке 1. Ультразвуковые колебания значительно снижают сопротивление пластической деформации поверхностного слоя заготовки 1, который приобретает наклеп.
Особенно эффективен этот способ при изготовлении нежестких тонкостенных деталей.
Обработка мелких деталей свободным абразивом
Данная схема применяется в основном для снятия заусенцев
Рисунок 15 — Схема обработки свободным абразивом
1 — ванна; 2 — абразивная суспензия; 3 — деталь; 4 — инструмент; 5 — концентратор; 6 — преобразователь.
Детали 3 помещаются в ванну 1, в которую заливается абразивная суспензия 2. Ультразвуковые колебания в жидкости возбуждаются инструментом 4, торец которого служит дном ванны. Инструмент соединен с УЗ преобразователем 6 через концентратор 5.
Детали 3 находятся в жидкости во взвешенном состоянии. Для ускорения процесса к жидкости прикладывают статическое давление. Удаление заусенцев происходит в результате кавитационного разрушения и обработки абразивными зернами.
Чтобы спроектировать технологический процесс, рационально конструировать аппаратуру, необходимо знать физический механизм воздействия УЗ колебаний, уметь правильно подобрать, а при необходимости рассчитать УЗ преобразователь: рассчитать, спроектировать и изготовить рабочие инструменты.
Технологические показатели ультразвуковой обработки
Влияние технологических и акустических параметров на размерную обработку
Процесс ультразвуковой размерной обработки зависит от многих технологических параметров, как правило, взаимно влияющих один на другой — твердости и концентрации абразива, частоты и амплитуды колебания инструмента, его износа, статической нагрузки.
Каждый из этих факторов влияет на производительность и качество изготовления.
Материал заготовки в значительной степени определяет характер его разрушения. Все материалы по характеру деформации и разрушения при УЗО разделены на три группы. В основу этого деления положен критерий хрупкости —. Это есть отношение сопротивления сдвигу к временному сопротивлению на разрыв.
Первая группа, — стекло, кварц, ситалл, керамика, германий, кремний, ферриты. При УЗО они практически не подвергаются пластической деформации.
Вторая группа, 1<<2 — твердые сплавы; закаленные, цементированные и азотированные стали, сплавы титана и вольфрама. При УЗО наряду с упругими деформациями происходят и микропластические деформации. Чем большую роль играют пластические деформации, тем хуже обрабатываемость.
Третья группа 1 — почти вся работа абразивных зерен расходуется на микропластическую деформацию поверхностных слоев; разрушения материала почти не наблюдается. Их нецелесообразно подвергать УЗО.
Абразивная суспензия
Зерна абразива по твердости не должны уступать обрабатываемому материалу.
Обычно применяют карбид бора, который хорошо смачивается водой и благодаря сравнительно небольшой плотности удовлетворительно переносится жидкостью.
Карбид кремния, электрокорунд — применяются для изготовления деталей из стекла, германия.
Качество поверхности
Шероховатость поверхности при УЗО зависит от размеров зерен абразива, физико-механических свойств заготовки, амплитуды колебаний инструмента, шероховатости поверхности инструмента и типа жидкости, несущей абразив.
Наибольшее влияние на шероховатость оказывает зернистость абразива. Шероховатость пропорциональна зернистости.
Свойства обрабатываемого материала — структура (крупнозернистая) определяют шероховатость.
Чем выше амплитуда колебаний инструмента, тем более шероховатая поверхность получается при обработке.
Если в качестве жидкости, несущей абразив, применить вместо воды машинное масло, то шероховатость поверхности уменьшается, но производительность в несколько раз снижается, ухудшаются условия подвода и циркуляции абразива.
Шероховатость обрабатываемой поверхности зависит и от шероховатости рабочих поверхностей инструмента — неровности инструмента копируются на поверхности заготовки.
При чистовых операциях высота микронеровностей рабочих поверхностей инструмента должна быть в 2…3 раза меньше требуемой высоты микронеровностей детали.
Кроме шероховатости качество обработанной поверхности характеризуется ее структурным состоянием. При УЗО твердых сплавов и закаленных сталей происходит упрочнение поверхностного слоя и появляются сжимающие остаточные напряжения.
При УЗО мелкими шлифпорошками (№ 3) и микропорошками при амплитудах колебаний 15…20мкм шероховатость поверхности =1,2…0,4 мкм, а при доводке =0,2 мкм.
Электроннолучевая обработка материалов
Изобретение электронной лампы положило начало широкому использованию в науке и технике потоков электронов.
В физике сформировалось специальное направление — электронная оптика, которое изучает вопросы получения электронных пучков требуемой конфигурации и интенсивности.
Необходимость создания электронных приборов привела к возникновению новой отрасли промышленности — электронной техники и способствовала развитию вакуумной техники и технологии.
В настоящее время электроннолучевая технология сформировалась как самостоятельное, обладающее широкими технологическими возможностями направление в области обработки материалов.
Электронный луч как технологический инструмент позволяет осуществлять нагрев, плавку и испарение практически всех материалов, сварку и размерную обработку, нанесение покрытий и запись информации.
Однако электронный луч как источник энергии не везде получил широкое распространение из-за высокой стоимости оборудования, в необходимости высокой квалификации обслуживающего персонала, в сложности средств обеспечения безопасности, создание глубокого вакуума (порядка мм.рт.сm.) или Па.
Формирование электронного луча для технологических целей можно представить состоящим из следующих основных стадий:
— получение свободных электронов;
— ускорение электронов электростатическим или магнитным полем и формирование электронного пучка;
— изменение поперечного сечения электронного пучка (чаще для его фокусирования на обрабатываемой поверхности);
— отклонение электронного луча и обеспечение требуемой траектории перемещения точки его встречи с обрабатываемой поверхностью.
Для получения электронного луча и управления им применяются устройства, называемые электронными пушками.
Рисунок 16 — Схема электроннолучевой установки
Источником электронов в установке является термоэмиссионный катод из вольфрама или тантала, обладающих высокими эмиссионными характеристиками. Его температура находится в пределах 1600…2800 °К. Из-за тяжелых температурных условий срок службы катодов не превышает нескольких десятков часов.
На некотором расстоянии от катода находится анод 2, выполненный в виде массивной детали с отверстием.
Между катодом и анодом от специального высоковольтного источника питания 8 прикладывается ускоряющее напряжение 30…150 кВ (за счет генератора и импульсного трансформатора). Электроны ускоряются этим напряжением до значительных скоростей, большая часть их проходит через отверстие 2, и в за анодном пространстве они движутся по инерции.
Для фокусирования луча из потока в электронной пушке обычно используется система диафрагм и магнитных линз. Магнитная линза 3 представляет собой соленоид с магнитопроводом, создающий специальной формы магнитное поле, которое при взаимодействии с движущимся электроном смещает его траекторию в направлении оси системы.
В фокусе электронный луч может обладать весьма высокой плотностью энергии, достигающей 5•1012 Вт/м2.
В конструкцию электронной пушки обычно входит так же отклоняющая система 4, служащая для перемещения луча по обрабатываемой поверхности.
Электронная пушка обычно имеет две пары отклоняющих катушек, обеспечивающих перемещение луча по двум взаимно перпендикулярным направлениям.
Электронная пушка обычно выполняется в виде функционального блока, который крепится к рабочей камере 5.
Обрабатываемая заготовка 6 помещается в рабочую камеру 5, снабженную иллюминаторами для наблюдения за процессом обработки.
При малой площади обработки (менее 10×10 мм) обычно достаточно перемещения луча, а заготовка может оставаться неподвижной.
Источником электронов в установке является термоэмиссионный катод из вольфрама или тантала, обладающих высокими эмиссионными характеристиками. Его температура находится в пределах 1600…2800 °К. Из-за тяжелых температурных условий срок службы катодов не превышает нескольких десятков часов.
На некотором расстоянии от катода находится анод 2, выполненный в виде массивной детали с отверстием.
Между катодом и анодом от специального высоковольтного источника питания 8 прикладывается ускоряющее напряжение 30…150 кВ (за счет генератора и импульсного трансформатора). Электроны ускоряются этим напряжением до значительных скоростей, большая часть их проходит через отверстие 2, и в за анодном пространстве они движутся по инерции.
Для фокусирования луча из потока в электронной пушке обычно используется система диафрагм и магнитных линз. Магнитная линза 3 представляет собой соленоид с магнитопроводом, создающий специальной формы магнитное поле, которое при взаимодействии с движущимся электроном смещает его траекторию в направлении оси системы.
В фокусе электронный луч может обладать весьма высокой плотностью энергии, достигающей 5•1012 Вт/м2.
В конструкцию электронной пушки обычно входит так же отклоняющая система 4, служащая для перемещения луча по обрабатываемой поверхности.
Электронная пушка обычно имеет две пары отклоняющих катушек, обеспечивающих перемещение луча по двум взаимно перпендикулярным направлениям.
Электронная пушка обычно выполняется в виде функционального блока, который крепится к рабочей камере 5.
Обрабатываемая заготовка 6 помещается в рабочую камеру 5, снабженную иллюминаторами для наблюдения за процессом обработки.
При малой площади обработки (менее 10×10 мм) обычно достаточно перемещения луча, а заготовка может оставаться неподвижной.
Рисунок 17 — Схема испарения материалов
Данная технология применяется в микроэлектронике, оптической промышленности
Размерная обработка электронным лучом
Чтобы получить точные размеры без оплавления краев необходимо:
— обеспечить строгое дозирование энергии электронного луча путем импульсного действия луча на поверхность, либо организуя перемещение луча по поверхности со строго заданной скоростью.
Таким образом, можно определить три режима размерной обработки:
1). Моноимпульсный, когда отверстие получают за время одного импульса.
2). Многоимпульсный.
3). Многоимпульсный с перемещением электронного луча по заготовке с определенной скоростью.
Параметры электроннолучевой размерной обработки связаны с физическими характеристиками материала заготовки (температурой плавления, теплоемкостью, удельной теплотой испарения, упругостью пара) и не зависят от его механических свойств (прочности, твердости, пластичности).
Электронный луч нашел применение в первую очередь для размерной обработки твердых материалов-алмазов, кварца, керамики, кристаллов кремния и германия.
Образование полостей электронным лучом ведут в многоимпульсном режиме © на глубину не более 15…20 мм. Лучшие образцы установок позволяют при глубине резания до 5 мм получать уклон стенок ?1°.
Минимальная ширина реза может достигать 5…10 мкм.
Особой разновидностью размерной обработки является перфорация (получение мелких сквозных отверстий) различных материалов — металлические и керамические элементы фильтров, искусственную кожу — для воздушной проницаемости. При этом производительность составляет отверстий в секунду.
Погрешность размеров всего ±5 мкм. Шероховатость поверхности =5 мкм.
При производстве искусственных волокон широко применяются фильеры из различных твердых сплавов, керамики, стекла. Выпускают фильеры диаметром до 30…50 мм при толщине 1…3 мм; они могут содержать до 500 отверстий. Поперечное сечение отверстий может быть разнообразным размером 20 мкм.
Термообработка
Закалка применяется для упрочнения лезвий инструмента из быстрорежущей стали (ресурс работы увеличивается в 2 раза).
Термообработка листового материала или фольги обычно проводится в специальных установках для получения материалов с покрытиями; их наносят в вакууме на обезжиренный и предварительно нагретый до 200…400 °С металл.
Для равномерного нагрева материала обычно используют сканирование — (управляемое пространственное перемещение светового луча, пучка электронов) луча по обрабатываемой поверхности с помощью магнитной отклоняющей системы.
Светолучевая обработка материалов
Свет как источник энергии издавна привлекал к себе внимание человека. По мере развития науки и техники различные физические явления, связанные со световым излучением, находят все более широкое применение в научных и промышленных целях.
Создание волновой теории света и усовершенствование технологии изготовления оптических линз, стекол и зеркал позволили создать целый ряд разнообразных оптических приборов. Была установлена принципиальная возможность фокусирования светового потока на относительно небольших поверхностях и получение высоких удельных плотностей энергии, достаточных для нагрева и плавления различных материалов. В качестве источника светового излучения использовалось Солнце. Солнечная энергия, попадающая на земную поверхность (около 40 Вm/м2), стимулирует развитие различных способов ее преобразования в другие виды энергии (прежде всего в тепловую и электрическую).
Дальнейшее изучение физической природы светового излучения привело к открытию его квантового характера (фотон оптического излучения), что позволило осуществить новый подход к получению световой энергии. В начале XX века у физиков сложилось мнение, что обычный полихроматический (многоцветный) свет (семь волн различной длины) может быть получен излучением различных тел или из электрического газового разряда.
Физические основы получения и применения светолучевых источников энергии
Полихроматический свет и его использование для технологических целей
Обычное световое излучение — полихроматический свет — состоит из различных частот, лежащих в диапазоне видимой части спектра.
По длинам волн? (мкм) диапазон светового излучения условно делится на несколько областей:
ИК 750…0,76 мкм
Красная 0,76…0,62 мкм
Оранжевая 0,62…0,59 мкм
Желтая 0,59…0,56 мкм
Зеленая 0,56…0,50 мкм
Голубая 0,50…0,48 мкм
Синяя 0,48…0,45 мкм
Фиолетовая 0,45…0,40 мкм
УФ 0,40…0,005 мкм.
Полихроматическое излучение возникает в результате нагрева тел. Это излучение происходит в виде отдельных порций — квантов или фотонов.
Для применения энергии света для тех или иных технологических процессов требуется фокусировка луча; полихроматичность играет в данном случае отрицательную роль.
Так как волны разной длины имеют различный коэффициент преломления, то полихроматичный свет (проходя через линзу) фокусируется в виде пятна довольно значительных размеров.
Это явление носит название хроматической аберрации (отклонение от норм, искажение …).
Диаметр светового пятна достигает сотен и тысяч мкм. В результате максимальная плотность энергии в пятне нагрева не превышает Вm/м2, что соизмеримо с нагревом от пламени газовой горелки и в 104…105 раз меньше, чем для монохроматического луча лазера.
Система линз o75…120 мм не дает возможность получить в фокусе пятно диаметром менее 1…2 мм, а сферическое зеркало диаметром 1 м фокусирует солнечные лучи в пятно диаметром 20…60 мм.
В промышленности световую энергию используют от источников света в виде ламп накаливания или дуговых газоразрядных ламп. Их мощность до нескольких десятков кВm (в кварцевых корпусах).
Кварцевые лампы нагревают поверхности до температуры 600…1200 °К; газоразрядные (с системами фокусировки) — до 1800…2000 °К, что вполне достаточно для плавления ряда материалов.
Технология светолучевой обработки материалов
Технологические особенности излучения ОКГ
Использование мощных ОГК дает целый ряд технологических преимуществ, что и определяет их широкое применение.
1) Энергию в виде светового луча можно передавать на расстояние (по специальному световоду или через прозрачную разделительную перегородку).
2) Отсутствует механический и электрический контакт между источником энергии с изделием в месте обработки.
3) Высокая концентрация энергии в пятне нагрева прострой" фокусировке.
4) Можно плавно регулировать плотность лучистого потока в пятне нагрева за счет изменения фокусировки луча.
5) Высокие температуры в зоне воздействия излучения.
6) Можно получить импульсы весьма малой длительности (до с.), так и непрерывное излучение.
7) Малые размеры зон обработки (до нескольких мкм.).
8) Можно перемещать луч с высокой точностью и скоростью.
9) Мощность луча можно модулировать по требуемому закону.
10) Технологический процесс можно вести в любой оптически прозрачной среде.
Плазменная обработка
Плазму получают чаще всего в электродуговом разряде, в высокочастотном электрическом поле, с помощью энергии лазерного излучения.
Физические свойства плазмы — высокие значения температур, энтальпия и электропроводность — позволяют осуществлять ряд интересных физических и технических проектов.
В атомной физике, например, «горячая» плазма с температурой выше К рассматривается как средство проведения управляемых термоядерных реакций синтеза.
Функционируют ряд магнитогидродинамических (МГД) генераторов, в которых высокоскоростной плазменный поток служит для прямого преобразования тепловой энергии в электрическую.
Существуют электрореактивные плазменные двигатели.
Плазма нашла применение в металлургии, в сварочном производстве.
Для технологических целей используют так называемую «низкотемпературную» плазму с температурой… К, представляющую собой частично ионизированный газ.
Для получения плазмы разработаны плазмотроны или плазменные горелки.
В дуговых плазмотронах плазма с требуемыми характеристиками может быть получена при различных видах взаимодействия дуги с плазмообразующим газом: аргоном, гелием, азотом, водородом, кислородом и воздухом
Стабилизация дуги в плазмотроне может осуществляться аксиальным потоком газа 1, создающим слой 2, ограничивающий столб дугового разряда.
При тангенциальной подаче газа в дуговую камеру плазмотрона стабилизация дуги достигается за счет вихревого потока 1 плазмообразующего газа.
Рисунок 18 — Схема Рисунок 18.1 — Схема стабилизации дуги тангенциальной газа аксиальным потоком
1 — вихревой поток газа. 1- газ; 2 — слой газа.
Весьма эффективным способом стабилизации дугового разряда в плазмотроне и повышения его удельных энергетических характеристик является ограничение диаметра столба дугового разряда охлаждаемой стенкой (рисунок будет ниже).
Плазмообразующий газ, используемый в плазмотроне, в значительной мере определяет технологические возможности плазменной струи, и его нужно выбирать в зависимости от целей процесса.
Молекулярные газы — азот, водород, кислород и воздух позволяют увеличить эффективность нагрева за счет реакций диссоциации (разложения)-ассоциации (объединения). При этом происходит дополнительное поглощение теплоты в столбе дугового разряда.
При попадании на обрабатываемую поверхность плазмообразующий газ ассоциирует (превращается из атомного в молекулярный); при этом выделяется теплота, затраченная на его диссоциацию.
Виды плазменных источников энергии При нагреве плазмой деталей передача энергии может осуществляться или только за счет процессов теплообмена нагретого газа с твердой или жидкой фазой (деталь электрически не связана с источником питания), или за счет суммарного действия теплообмена и электрического взаимодействия заряженных частиц плазмы с электродом-заготовкой.
В связи с этим в практике плазменной технологии сложилось три основных принципиальных схемы плазмотронов.
В двух схемах для получения плазмы используют электрический дуговой разряд; в схеме нагрев газа и образование плазмы осуществляется за счет безэлектродного (высокочастотного индукционного разряда.
Рисунок 19 — Основные схемы плазмотронов, а — прямого действия; б — косвенного действия; в — плазмотрон с высокочастотным индукционным разрядом.
Схема (а) получила название плазменной дуги, а плазмотрон для ее получения — плазмотрон прямого действия. В схеме (б) изделие 1 гальванически не связано с электродом, поэтому схема называется плазменной струей, а плазмотрон носит название плазмотрона косвенного действия.
Технология плазменной обработки Плазменный нагрев Нагрев деталей и материалов до невысоких температур (ниже точки их плавления) с помощью плазменных горелок используется сравнительно редко, однако в последнее время все чаще применяется плазменно-механическая обработка металлов, где осуществляется такой нагрев. Сущность метода состоит в том, что при обработке, например, резанием высокопрочных металлов и сплавов перед резцом устанавливается плазмотрон, нагревающий узкую зону обрабатываемого материала.
Прочность снижается, а пластичность повышается. Можно без ущерба для качества поверхности увеличить глубину резания и подачу. Нет окисления поверхности.
Применение плазменного нагрева при обточке цилиндрических заготовок диаметром 100…350 мм из жаропрочных никелевых сплавов, вольфрама и молибдена показало, что производительность обработки увеличивается в 6…8 раз при уменьшении износа резцов в 5…6 раз. Скорость съема металла при этом может достигать 3…4 кг/мин.
Плазменный нагрев до более высоких температур может приводить к оплавлению шероховатостей механически обработанной поверхности, улучшая тем самым технологические показатели.
Плавление вещества Плавка металлов и сплавов, а также неметаллических материалов с использованием плазменного нагрева получило широкое распространение. Данный способ отличается высокой стабильностью, простотой и гибкостью технологического процесса. Плазменная плавка позволяет использовать самые различные среды и исходные материалы при минимальных потерях легирующих компонентов.
Комбинированные методы обработки металлов
Электрофизические и электрохимические способы изготовления деталей имеют ряд существенных преимуществ перед традиционными методами. К ним можно отнести:
— высокая точность ЭЭО;
— большая производительность электрохимической размерной обработки;
— хорошее качество поверхности, получаемой ультразвуковым методом.
Однако технологи хотели бы, чтобы существовали методы обработки, содержащие все вышеперечисленные достоинства. [1]
С этой целью стали оптимизировать процессы путем комбинации известных методов, усиливая их положительные черты. Большинство известных комбинированных методов обработки предложено, исследовано и применено в производстве советскими учеными и инженерами.
При совместном использовании анодного растворения металла с воздействием абразива — (анодно-абразивная обработка) — на обрабатываемую поверхность, твердые частицы (абразивные зерна или наполнитель) повреждают пленку, активируя тем самым процесс электрохимической обработки. Размеры абразивных зерен, определяющие межэлектродный зазор, как правило, не превышают десятых долей мм. При таких малых зазорах плотность тока будет значительно больше, чем в случае размерной ЭХО. Резко возрастает скорость съема металла в зоне действия абразивных зерен инструмента.
Кроме того, часть припуска удаляется механическим шлифованием. В отличие от обычного шлифования при анодно-абразивной обработке (ААО) на поверхности заготовки не образуется более прочный наклепанный слой, а производительность шлифования повышается.
Следовательно, интенсивность съема металла при анодном растворении возрастает вследствие механического удаления пассивирующей пленки и ускорения процесса выноса продуктов обработки из зазора, а электрохимическое растворение части металла, в свою очередь, способствует повышению скорости механического шлифования. Кроме указанных составляющих съема металла при малых зазорах может иметь место электроэрозионный процесс.
Различают несколько разновидностей использования анодно-абразивной обработки:
1) абразивнонесущим токопроводящим инструментом;
2) электронейтральным инструментом и свободным абразивом.
В первом случае инструмент имеет форму кругов, брусков, применяемых при механическом шлифовании или повторяющих форму обрабатываемых участков детали.
Однако во всех случаях связка абразивного инструмента должна быть электропроводной.
Различают электро-абразивное и электро-алмазное шлифование, полирование, притирку.
Рисунок 19 — Схема анодно — абразивного шлифования
1 — абразивное зерно; 2 — инструмент (круг); 3 — заготовка.
При шлифовании инструмент 2 выполнен в форме абразивного или алмазного круга на металлической связке. Абразивные зерна 1 могут быть равномерно распределены по всему объему инструмента 2 или располагаться только на его поверхности.
Алмазные зерна обычно закрепляют в форме кольца на внешней окружности инструмента или вдавливают их в наружную поверхность оправки. Инструмент 2 и заготовку 3 подключают к полюсам источника питания.
В процессе обработки инструмент вращают и подают на врезание со скоростью .
Электролит подают поливом на поверхность, либо прокачивают через внутреннюю полость инструмента. В последнем случае он должен иметь поры для протекания жидкости. Благодаря вращению инструмента электролит протекает через зазор со скоростью до 15…20 м/с.
Следовательно, в пространстве между инструментом 2 и заготовкой 3 имеются все условия для интенсивного процесса ЭХО: малые зазоры, достаточная скорость протекания электролита, возможность протекания тока.
Выступающие зерна в зависимости от усилия прижима инструмента к заготовке удаляют как срезаемый материал заготовки, так и продукты анодного растворения.
Во втором случае, когда используют диэлектрический абразивный круг 1, то напряжение подают на специальный электрод-инструмент 3. Такую разновидность метода называют ААО электронейтральным инструментом.
Рисунок 20 — Схема анодно-абразивного шлифования электронейтральным инструментом
1 — абразивный круг; 2 — заготовка; 3 — электроинструмент.
Он может применяться для шлифования, полирования, притирки, хонингования, суперфинишных операций.
Здесь уже необходимы специальные устройства для поддержания зазора между электродом-инструментом 3 и заготовкой 2.
С этой целью обычно используют диэлектрические упоры. При шлифовании абразивный инструмент (круг) 1 имеет скорость до 25…30 м/с.
Круг и электрод-инструмент 3 подают к заготовке 2 со скоростью. Электролит поступает через зазор со скоростью .
Процесс съема металла протекает за счет абразивного съема и анодного растворения.
При операции притирки вместо абразивного инструмента может применяться притир из пластмассы или дерева. Притир служит только для механического удаления пленки оксидов с обрабатываемой поверхности и способствует ускорению процесса анодного растворения заготовки.
При ААО несвязанным абразивом абразивные зерна не связаны с заготовкой или инструментом. Их называют свободными. Зерна могут и не иметь абразивных свойств, тогда их называют наполнителем.
Рисунок 21 — Схема анодно-абразивной обработки свободным абразивом
1 — заготовка; 2 — свободный абразив; 3 — инструмент
Абразивные зерна или наполнитель 2 вместе с электролитом подают в зазор между токопроводящим инструментом 3 и заготовкой 1.
Абразив перемещается инструментом со скоростью, удаляет часть припуска и вместе с электролитом выносит продукты анодного растворения из зазора. Требуемый зазор поддерживается абразивными зернами, находящимися между инструментом 3 и заготовкой 1.
Если необходимо только удалить пленку, вызывающую пассивацию обрабатываемой поверхности, применяют наполнитель из фарфоровых, стеклянных или пластмассовых шариков, диаметр которых меньше заданного значения зазора между инструментом и заготовкой.
Рисунок 22 — Схема подачи наполнителя к заготовке
1 — сопло; 3 — дозатор; 2 — наполнитель; 4 — заготовка.
Если область обработки удалена от инструмента, то наполнитель 2 могут подавать струей электролита или посредством центробежных сил, возникающих при вращении заготовки, например, крыльчатки вентилятора или колеса насоса.
При подаче наполнителя струей электролит прокачивают со скоростью через сопло 1. В струю из дозатора 3 вводят наполнитель 2, который приобретает скорость и транспортируется струей к обрабатываемой поверхности заготовки 4.
Для повышения электропроводности среды наполнитель может быть изготовлен из токопроводящих материалов: шариков из металла или графитовых композиций. Перед повторным использованием электролит отделяется от наполнителя (например, с помощью сита).
К комбинированным методам относится электроэрозионно-химическая обработка.
Рисунок 23 — Схема комбинированного электроэрозионно-химического метода
1 — электродинструмент; 2 — заготовка.
В данной схеме электрод инструмент 1 и заготовку 2 подключают к двум источникам:
— генератору постоянного напряжения, применяемому для размерной электрохимической обработки (ЭХО);
— генератору импульсов, применяемому для электроэрозионной обработки (ЭЭО).
Иногда используют один источник питания, в котором формируется требуемая форма напряжения. В качестве рабочей среды применяют электролит.
С помощью этого метода получают отверстия, углубления пазы. Скорость подачи электродаинструмента в несколько раз выше, чем при ЭЭО и ЭХ прошивании.
Совмещают также электрохимическую (ЭХО) и ультразвуковую обработку (УЗО).
Рисунок 24 — Схема совмещения ЭХО и УЗО
1 — ультразвуковой преобразователь; 3 — сопло для подачи суспензии;
2 — инструмент-электрод; 4 — заготовка.
Съем металла с заготовки 4 происходит в среде электролита с абразивными зернами.
Суспензия поступает из сопла 3 со скоростью в межэлектродный зазор S, который регулируется размерами зерен.
Инструмент 2 кроме поступательного перемещения к заготовке 4 колеблется вдоль оси с ультразвуковой частотой. Эти колебания передаются инструменту от ультразвукового преобразователя 1.
Процесс удаления материала происходит как за счет скалывания частиц заготовки 4, так и за счет анодного растворения припуска.
Использование ЭХО с наложением УЗ колебаний резко повышает производительность процесса и снижает износ инструмента (при УЗ обработке).
При изготовлении круглых отверстий можно использовать абразивонесущий инструмент. Заготовка вращается, а инструменту, который выполнен в форме абразивного круга с отверстием для подвода электролита или имеет пористую конструкцию, сообщают ультразвуковые колебания. Электролит прокачивается с определенной скоростью в зону обработки.
Ультразвуковые колебания используются при светолучевой обработке. На заготовку, в которой с помощью лазерного луча выполняются отверстия, подают УЗ колебания, обычно продольные. При действии ультразвука расплавленный металл, образующий наплыв вокруг кромки обрабатываемого отверстия, не затекает в отверстие, а распыляется. Это повышает точность формы и размеров отверстий.
При обработке алюминия, нержавеющей стали и бронзы с воздействием УЗ колебаний (частотой 20 кГц, амплитудой 20…40 мкм) наибольший эффект достигается при обработке алюминия, наименьший — при обработке бронзы. С увеличением амплитуды колебаний эффект растет. Этот метод может быть применен и при светолучевой резке.
Если пространство межэлектродного промежутка при ЭХО облучить лазером, то резко возрастает скорость анодного растворения. Причем, возникает возможность ускорять съем металла с тех участков, где припуск максимальный. Благодаря этому можно повысить точность изготовления деталей.
Такой метод комбинированной обработки называют электрохимико-лучевым. В месте облучения необходимо предусмотреть прозрачное окно из материала, устойчивого к воздействию тепла и струи электролита.
Луч, попадая в зону протекания процесса анодного растворения, нагревает электролит и повышает его электропроводность. Соответственно возрастает плотность тока, то есть ускоряется съем металла с заготовки.
Недостатком данного метода является сильное поглощение лучевой энергии электролитом, особенно загрязненным.
При использовании комбинированных методов применяют в основном те же составы электролитов, что и при электрохимической размерной обработке. Иногда к ним добавляют антикоррозийные компоненты.
Заключение
В настоящее время значительные успехи достигнуты в области моделирования электрических полей и решении задач формообразования поверхности при ЭХО, сделаны попытки аналитического расчета простых форм инструментов, обеспечивающих достаточно высокую точность изготовления отверстий и полостей. Созданы математические модели, учитывающие гидродинамику потока электролита, для определенной формы поверхности, получаемой при ЭХО, и методики определения погрешностей, припусков и качества обработки.
В области теории разработаны оригинальные методики прогнозирования обрабатываемости металлов и сплавов в условиях ЭХО.
Быстрое развитие технологически развитых отраслей промышленности (авиационной, ядерной и т. д.) сопровождалось повышением доли использования труднообрабатываемых сплавов. Характер металлообработки начинает изменяться. Традиционные способы резания металлов больше не соответствуют современным требованиям. Хотя скорость резания таких материалов, как низкоуглеродистая сталь, в результате успехов технологии станкостроения и режущих инструментов удваивается примерно каждые 10 лет, предельная прочность на разрыв материалов, которые можно обрабатывать, например, со скоростью 30 м / мин, удваивается примерно только каждые 50 лет. Кроме того, предельная прочность на разрыв используемых материалов, по-видимому, удваивается примерно каждые 20 лет. Следовательно, уже наблюдается упадок технологии металлообработки в некоторых отраслях промышленности.
Предпринимались попытки преодолеть трудности обработки труднообрабатываемых материалов путем горячей обработки, или путем применения абразивных методов или таких как У.З. обработка. Успех, однако был частичным. Необходимы методы, при которых скорость обработки не зависела бы от твердости детали.
1. Артамонов, Б. А., Волков, Ю. С., Дрожалова, В. И. и др. Электрофизические и электрохимические методы обработки материалов. Учебное пособие (в 2-х томах). /под ред. В. П. Смоленцева. — М.: Высшая школа, 1983.
2. Бирюков, Б. Н. Электрофизические и электрохимические методы размерной обработки. / Б. Н. Бирюков — М.: Машиностроение, 1981.
3. 6. Попилов, Л. Я. Электрофизическая и электрохимическая обработка материалов. / Л. Я. Попилов. Справочник. 2 — е изд. доп. и перераб. — М.: Машиностроение, 1982.