Влияние трения на потери энергии в системе «инструмент-заготовка»
Развитие современного станкостроения, его модернизация и повышение конкурентоспособности тесно связаны с повышением энергоэффективности машиностроительных технологических процессов. Трение является одним из основных факторов, формирующих энергоэффективность при реализации этих технологических процессов, т.к. на преодоление трения уходит до 30% потребляемой энергии. Кроме того, уравнение… Читать ещё >
Влияние трения на потери энергии в системе «инструмент-заготовка» (реферат, курсовая, диплом, контрольная)
Влияние трения на потери энергии в системе «инструмент-заготовка»
Развитие современного станкостроения, его модернизация и повышение конкурентоспособности [] тесно связаны с повышением энергоэффективности машиностроительных технологических процессов []. Трение является одним из основных факторов, формирующих энергоэффективность при реализации этих технологических процессов, т.к. на преодоление трения уходит до 30% потребляемой энергии. Кроме того, уравнение энергетического баланса [] показывает, что одним из факторов, обеспечивающих эффективность технологических процессов, является снижение потерь энергии непосредственно в зоне обработки.
Установление взаимосвязи трения с потерями энергии в зоне обработки осуществлялось экспериментально.
Исследование проводились на экспериментальной установке, разработанной на базе универсальной машины трения МТУ-01, предназначенной для испытаний на трение, изнашивание металлических и неметаллических материалов в условиях применения смазочных материалов (различных масел и пластичных смазок) и без их применений (сухое трение).
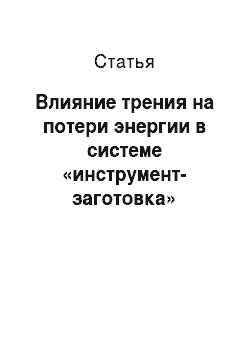
Исследования проводились при взаимном перемещении прижатых друг к другу с заданным усилием испытуемых образцов, представляющих собой неподвижный диск (нижний образец) и три вращающихся ролика (верхний образец), в среде смазочных материалов и без них (рис. 1).
Рис. 1. Схема контакта поверхностей пары трения где: P — сила вертикальной нагрузки (осуществляется маховиком точной подачи привода станка); N — сила реакции опоры; Fн — сила нагрузки прикладываемая к штифту; Fтр — сила трения; Ro — расстояние от центра вращения до упорного штифта; Rк — среднее значение радиуса контактирующих поверхностей Структурная схема установки представлена на рисунке 2.
Установка содержит измерительный модуль, привод и модуль узла трения, обеспечивающие возможность оценки фрикционных свойств образцов в широком диапазоне нагрузок и скоростей.
Рис. 2. Схема экспериментальной установки где 1 — тензобалка; 2 — термопара; 3 — образец для исследования; 4 — узел трения; 5 — датчик для замера усилия прижатия.
Измерительный модуль включает в себя аналого-цифровой преобразователь ZET 210 SigmaUSB, предназначенный для сбора и обработки сигналов от тензои термодатчиков и программное обеспечение ZETLab для анализа полученных данных. Измерительный модуль электрически связан с датчиками модуля узла трения.
Модуль узла трения содержит блок узла трения, обеспечивающий закрепление образцов, восприятие осевой нагрузки и передачи крутящего момента; стойку для тензобалки, необходимую для восприятия крутящего момента (момента трения); тензобалку с кабелем для замера силы прикладываемой к штифту через блок; датчик силы для замера усилия прижатия; термопару, для замера температуры в узле трения; комплект образцов для испытаний.
Узел трения монтируется на общей станине настольного вертикально-фрезерного станка Корвет 412.
При исследовании были измерены силы нагрузки, прикладываемой к штифту (Fн) и прижимное усилие в образцах (P).
Момент, создаваемый на упорном штифте, рассчитывался по формуле:
Мд= Ro*Fн,
где: Мд — момент, возникающий на упорном штифте, Нм;
Ro — расстояние от центра вращения до упорного штифта, м;
Fн — сила нагрузки, прикладываемая к штифту через блок, Н.
Исходя из равенства моментов трения M и момента Мд рассчитывалась сила трения Fтр.
Md=M или Ro*Fн=Rk*Fтр
Fтр=Ro*Fн/Rk
трение энергия заготовка Коэффициент трения Ктр определялся по формуле:
Ктр=Fтр/P=Fн*Ro/P*Rk
Первый опыт был проведен без применения смазочных средств (сухое трение). Результаты расчета коэффициента трения для этого случая приведены в таблице 1.
Таблица 1. Результаты расчета коэффициента трения без применения смазочных средств
Fн, мВ | Fн, Н | P, мВ | P, Н | ?t, с | Ro, мм | Rk, мм | Ктр=Fтр/P=Fн*Ro/P*Rk | |
0,33 | 0,5 | 13,4 | 11,2 | 0,11 | ||||
0,66 | 49,09 | 1,0 | 13,4 | 11,2 | 0,11 | |||
0,85 | 69,5 | 1,5 | 13,4 | 11,2 | 0,1 | |||
Работа, затрачиваемая на преодоление трения определялась по формуле
Атр=щ*?t * Kтр*P*рRk,
где щ — частота вращения (щ = 550 об/мин),
?t — время испытаний (?t = 1 мин).
Подставив эти значения, имеем
Атр=3300*Kтр*P*рRk
Полученные по последней зависимости значения позволяют определить затрачиваемую на преодоление трения энергию. Результаты расчета занесены в таблицу 2.
Таблица 2. Результаты расчета затрачиваемой энергии на преодоление трения (сухое трение)
Ктр | P, Н | Затрачиваемая энергия | |
0,11 | 59,57 Вт | ||
0,11 | 115,80 Вт | ||
0,1 | 160,92 Вт | ||
Результаты исследований энергии, затрачиваемой на преодоление трения в зоне резания, при наличии смазки в виде СОЖ на водной основе, представлены в таблице 3, а результаты расчета затрачиваемой в этом случае энергии на преодоление трения — в таблице 4.
Таблица 3. Результаты расчета коэффициента трения с применением смазочных средств
Fн, мВ | Fн, Н | P, мВ | P, Н | ?t, с | Ro, мм | Rk, мм | Ктр=Fтр/P=Fн*Ro/P*Rk | |
0,21 | 17,2 | 0,5 | 13,4 | 11,2 | 0,0731 | |||
0,36 | 29,5 | 1,0 | 13,4 | 11,2 | 0,0638 | |||
0, 5 | 1,5 | 13,4 | 11,2 | 0,0586 | ||||
Второй опыт проведен с применением смазочных материалов 2 мл. СОЖ на водной основе. Все данные так же берутся из графика на рисунке 6, расчет результатов проводится аналогичнокак и при сухом трении.
Таблица 4. Результаты расчета затрачиваемой энергии на преодоление трения с применением смазочных средств
Ктр | P, Н | Затрачиваемая энергия | |
0,0731 | 39,59 Вт | ||
0,0638 | 67,87 Вт | ||
0,0586 | 94,30 Вт | ||
Таким образом, проведенные экспериментальные исследования позволили установить качественные и количественные взаимосвязи между трением в системе «заготовка-инструмент» и наличием смазочно-охлаждающих средств. Исследования показали, что при одинаковых нагрузках за счет снижения коэффициента трения снижается и мощность необходимая для преодоления трения (потери энергии на трение).
Так, при снижении коэффициента трения при разных нагрузках в среднем на 67% потребление энергии на преодоление трения снижается в среднем до 61%.
Это означает, что с одной стороны применение смазочно-охлаждающих жидкостей существенно снижает потери энергии, но, с другой стороны, уменьшает и коэффициент мощности электротехнических систем станка, т. е. неоднозначно воздействует на энергоэффективность [] технологических процессов, реализуемых на этом станке.
Список литературы
1. ГОСТ 23.224−86 «Обеспечение износостойкости изделий. Методы оценки долговечности восстановленных деталей»
2. Программное обеспечение ZETLab. Модуль ZET 2XX. Средства записи и воспроизведения сигналов.