Разработка технологического процесса изготовления корпуса быстроразъёмного соединения
Обработка металлов режущими инструментами на станках в современном машиностроительном производстве занимает одно из главных мест в технологическом процессе изготовления изделий. Работа таких инструментов основана на использовании режущего клина. Клин, состоящий из двух поверхностей, сходящихся в острую кромку, может перемещаться относительно обрабатываемого куска металла-заготовки так, что одна… Читать ещё >
Разработка технологического процесса изготовления корпуса быстроразъёмного соединения (реферат, курсовая, диплом, контрольная)
- Введение
- 1. Назначение и технологические требования к конструкции изготавливаемой детали
- 1.1 Химический состав, физико-механические и технологические свойства материала
- 1.2 Выбор термической обработки
- 1.3 Определение массы детали
- 2. Определение типа производства
- 3. Выбор и описание метода получения заготовки
- 3.1 Определение припусков на обработку
- 4. Разработка технологического процесса изготовления детали
- 4.1 Структурная схема технологического процесса
- 4.2 Выбор и описание технологического оборудования
- 4.3 Выбор и описание режущего инструмента
- 4.4 Выбор измерительного инструмента
- 5. Расчёт режимов резанья
- 5.1 Расчёт режимов резания при точении
- 5.2 Расчёт режимов резания при шлифовании
- Список литературы
Цель курсового проектирования по технологии машиностроения — научится правильно применять теоретические знания, полученные в процессе учебы, использовать свой практический опыт работы на машиностроительных предприятиях для решения профессиональных технологических и конструкторских задач.
К мероприятиям по разработке новых прогрессивных технологических процессов относится их автоматизация, на ее основе проектируется высокопроизводительное технологическое оборудование, осуществляющее рабочие и вспомогательные процессы без непосредственного участия человека.
В соответствии с этим решаются следующие задачи:
Расширение, углубление, систематизация и закрепление теоретических знаний и применение их для проектирования прогрессивных технологических процессов изготовления деталей, включая проектирование средств технологического оснащения.
В курсовом проекте должна отображаться экономия затрат труда, материала, энергии. Решение этих вопросов возможно на основе наиболее полного использования возможностей прогрессивного технологического оборудования и оснастки, создания гибких технологий.
Различные материалы обрабатывают для получения нужных предметов. Придание материалу необходимых размеров, формы, свойств достигается многими видами обработки.
Обработка металлов режущими инструментами на станках в современном машиностроительном производстве занимает одно из главных мест в технологическом процессе изготовления изделий. Работа таких инструментов основана на использовании режущего клина. Клин, состоящий из двух поверхностей, сходящихся в острую кромку, может перемещаться относительно обрабатываемого куска металла-заготовки так, что одна поверхность клина будет давить на заготовку, а кромка разделять заготовку на две части, меньшая из которых будет деформироваться, превращаясь в стружку. Такой процесс называется резанием. Взаимное перемещение режущего клина и заготовки осуществляется в металлорежущем станке, где инструмент или заготовка может устанавливаться в дополнительные устройства, приспособления. Получение новых поверхностей путём деформирования поверхностных слоёв материала с образованием стружки называется обработка резанием.
При обработке металлов резанием в среднем 20% его превращается в стружку, поэтому опережающее развитие получают процессы изготовления деталей с малыми отходами (точное литьё, обработка давлением). Однако обработка металла резанием инструментами особенно при изготовлении высококачественных деталей является одним из главных средств в машиностроении.
Предусмотрено дальнейшее расширение производства металлообрабатывающего инструмента, особенно с применением природных и синтетических алмазов и других сверхтвёрдых сплавов и материалов, а так же режущего и вспомогательного инструмента к станкам с ЧПУ и к автоматическим линиям. Наша промышленность выпускает все виды лезвийного, абразивного и алмазного инструмента для всех отраслей народного хозяйства.
В современных методах механической обработки металлов заметны следующие тенденции:
· обработка заготовок с малыми припусками, что приводит к экономии металлов и увеличении доли отделочных операций;
· широкое применение методов упрочняющей обработки без снятия стружки путем накатывания роликами и шариками обдувки дробью, дорнирования, чеканки и т. п.;
· применение многоинструментальной обработки взамен одноинструментальной и многолезвийного режущего инструмента вместо однолезвийного;
· возрастания скоростей резания и подач;
· увеличение части работ, выполняемых на автоматических и полуавтоматических станках, роботизированных комплексов с применением систем программного управления;
· широкое проведение модернизации металлорежущего оборудования;
· использование быстродействующих и многоместных приспособлений для закрепления заготовок и механизмов при автоматизации универсальных металлорежущих станков;
· изготовление деталей из специальных и жаростойких сплавов, обрабатываемость которых значительно хуже, чем обычных металлов;
· участие технологов в разработке конструкции машин для обеспечения их высокой технологичности.
Более рационально получать сразу готовую деталь, минуя стадию заготовки. Это достигается применением точных методов литья и обработки давлением, порошковой металлургией. Эти процессы более прогрессивны, и они будут все шире внедряться в технику.
1. Назначение и технологические требования к конструкции изготавливаемой детали
Быстроразъёмное соединение — элемент соединения шлангов, рукавов, различных частей промышленного оборудования, позволяющее произвести быстрое соединение энергоконтуров (сред) Могут быть изготовлены из различных материалов (алюминий, нержавеющая сталь, латунь, титан, бронза, различные металлические сплавы, различные пластиковые композиции). Различают БРС со свободным проходом (без клапанов), с клапаном с одной стороны (одностороннее запирание) и с клапанами с двух сторон (двустороннее запирание).
На длительность эксплуатации БРС большое влияние оказывают используемые материалы. Важнейшими факторами выбора материалов корпуса и клапана, вида обработки поверхностей, и соответствующих уплотнителей являются:
· вид рабочего вещества (среды, энергоносителя);
· максимальное рабочее давление;
· диапазон рабочей температуры;
· условия эксплуатации (запылённость, повышенная влажность, низкие температуры.
Корпуса быстроразъёмных соединений, адаптеры, обратные клапаны и стопорные втулки производятся из многих видов металлов, таких как сталь, медь, алюминий, нержавеющая сталь, а также из различных полимерных материалов: полиимида, полипропилена, ПВДФ и др., обладающих характеристиками, соответствующими конкретной области применения.
Для придания антикоррозийных свойств используются такие методы обработки как гальванизация, полировка, никелирование, хромирование, химическое осаждение никелевого покрытия, анодирование и нанесение твёрдых покрытий.
Постоянно проводятся испытания новых методов защиты поверхности БРС. Как пример — БРС для систем охлаждения электроники из алюминия (анодирование внешних поверхностей с напылением твёрдых частиц на внутренней рабочей поверхности). В этом случае анодированию подвергаются лишь некритические компоненты. Главный процесс, который используется, называется «нанесение твёрдых покрытий». Фактически он лишь наполовину состоит в нанесении материала на поверхность компонента. Вторая половина — это изменение самой поверхности компонента на глубину 25 мкм. Таким образомтвёрдое покрытие становится неотъемлемой частью кристаллической структуры компонента. Обычное нанесение покрытий подразумевает лишь нанесение дополнительного слоя материала на поверхность. По сравнению с керамическими покрытиями внутренней поверхности БРС данное покрытие более долговечно в жёстких условиях работы.
В основном пружины, шарики изготавливаются из нержавеющей стали из-за устойчивости материала к коррозии. Для агрессивных сред применяется стекло, синтетические материалы (например, ПВДФ) или оксидная керамика.
По заданию корпус БРС изготовлен из стали 45 ГОСТ 1050–88. Химический состав, механические, физические и технологические свойства стали приведены в разделе 1.1.
1.1 Химический состав, физико-механические и технологические свойства материала
Заменители: 40Х, 50, 50Г2.
Классификация: сталь конструкционная углеродистая качественная.
Применение: вал-шестерни, коленчатые и распределительные валы, шестерни, шпиндели, бандажи, цилиндры, кулачки и другие нормализованные, улучшаемые и подвергаемые поверхностной термообработке детали, от которых требуется повышенная прочность.
Таблица 1.1 — Химический состав материала в % (ГОСТ 1050−88)
C | Si | Mn | Ni | S | P | Cr | Cu | As | |
0.42 — 0.5 | 0.17 — 0.37 | 0.5 — 0.8 | до 0.3 | до 0.04 | до 0.035 | до 0.25 | до 0.3 | до 0.08 | |
Температура критических точек в °C:
Ac1 = 730, Ac3(Acm) = 755, Ar3(Arcm) = 690, Ar1 = 780, Mn = 350.
Технологические свойства:
· Свариваемость: трудносвариваемая.
· Флокеночувствительнсть: малочувствительна.
· Склонность к отпускной хрупкости: не склонна.
Таблица 1.2 — Механические свойства при Т = 20°C
Сортамент | Размер | Напр. | sв | sT | d5 | y | KCU | Термообр. | |
; | мм | ; | МПа | МПа | % | % | кДж / м2 | ; | |
Трубы, ГОСТ 8731–87 | |||||||||
Пруток калиброван., ГОСТ 10 702–78 | Отжиг | ||||||||
Прокат, ГОСТ 1050–88 | до 80 | Нормализация | |||||||
Прокат нагартован., ГОСТ 1050–88 | |||||||||
Прокат отожжен., ГОСТ 1050–88 | |||||||||
Лента отожжен., ГОСТ 2284–79 | 440−690 | ||||||||
Лента нагартован., ГОСТ 2284–79 | 690−1030 | ||||||||
Полоса, ГОСТ 1577–93 | 6 — 60 | Нормализация | |||||||
Таблица 1.3 — Твердость
Трубы ГОСТ 8731–87 | HB 10 -1 = 207 МПа | |
Прокат горячекатан. ГОСТ 1050–88 | HB 10 -1 = 229 МПа | |
Прокат калиброван. нагартован. ГОСТ 1050–88 | HB 10 -1 = 241 МПа | |
Прокат калиброван. отожжен. ГОСТ 1050–88 | HB 10 -1 = 207 МПа | |
Прокат горячекатан. отожжен. ГОСТ 1050–88 | HB 10 -1 = 197 МПа | |
Таблица 1.4 — Физические свойства
T | E 10- 5 | a 10 6 | l | r | C | R 10 9 | |
Град | МПа | 1/Град | Вт/(м· град) | кг/м3 | Дж/(кг· град) | Ом· м | |
2.01 | 11.9 | ||||||
1.93 | 12.7 | ||||||
1.9 | 13.4 | ||||||
1.72 | 14.1 | ||||||
14.6 | |||||||
14.9 | |||||||
15.2 | |||||||
T | E 10- 5 | a 10 6 | l | r | C | R 10 9 | |
Таблица 1.5 — Обозначения
Механические свойства: | ||
sв | — Предел кратковременной прочности, [МПа] | |
sT | — Предел пропорциональности (предел текучести для остаточной деформации), [МПа] | |
d5 | — Относительное удлинение при разрыве, [ % ] | |
y | — Относительное сужение, [ % ] | |
KCU | — Ударная вязкость, [ кДж / м2] | |
HB | — Твердость по Бринеллю, [МПа] | |
Физические свойства : | ||
T | — Температура, при которой получены данные свойства, [Град] | |
E | — Модуль упругости первого рода, [МПа] | |
a | — Коэффициент температурного (линейного) расширения (диапазон 20o — T), [1/Град] | |
l | — Коэффициент теплопроводности (теплоемкость материала), [Вт/(м· град)] | |
r | — Плотность материала, [кг/м3] | |
C | — Удельная теплоемкость материала (диапазон 20o — T), [Дж/(кг· град)] | |
R | — Удельное электросопротивление, [Ом· м] | |
Свариваемость : | ||
без ограничений | — сварка производится без подогрева и без последующей термообработки | |
ограниченно свариваемая | — сварка возможна при подогреве до 100−120 град. и последующей термообработке | |
трудносвариваемая | — для получения качественных сварных соединений требуются дополнительные операции: подогрев до 200−300 град. при сварке, термообработка после сварки — отжиг | |
1.2 Выбор термической обработки
По заданию требуется, чтобы твёрдость стали была 45−50 HRC. Для этого требуется провести сложную термообработку.
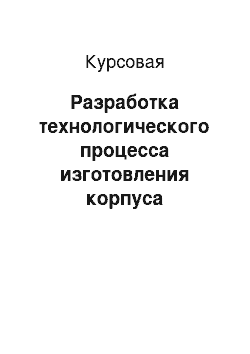
Закалка доэвтектоидной стали заключается в нагреве стали до температуры выше критической (Ас3), в выдержке и последующем охлаждении со скоростью, превышающей критическую.
Температура точки Ас3 для стали 45 составляет 790 °C, а Ас1 равна 730 °C. Структура доэвтектоидной стали при нагреве её до критической точки Ас1 состоит из зерен перлита и феррита. В точке Ас1 происходит превращение перлита в мелкозернистый аустенит. При дальнейшем нагреве от точки Ас1 до Ас3 избыточный феррит растворяется в аустените и при достижении Ас3 (линия GS) превращения заканчиваются.
Доэвтектоидные стали для закалки следует нагревать до температуры на 30−50°С выше Ас3. Температура нагрева стали под закалку, таким образом, составляет 820−840°С. Охлаждение на воздухе обеспечивает скорость охлаждения выше критической. Структура стали 45 при температуре нагрева под закалку — аустенит, после охлаждения со скоростью выше критической — мартенсит.
В зависимости от температуры отпуска меняется твердость закаленной стали. Например, при 600 °C твердость НВ не более 200 ед., при 400 °C — не более 280 ед., а при 200 °C — не более 450 ед.
Поэтому для получения твердости 50 НRC закаленную сталь подвергают низкому отпуску при температуре 170−190°С. Низкий отпуск, незначительно снижая твердость поверхностно-закаленного изделия, существенно повышает сопротивление стали хрупкому разрушению. Структура стали после низкого отпуска на глубину прокаливания — мартенсит отпуска.
В результате термической обработки твердость изделия на глубину прокаливания составит 50 НRC.
Рисунок 1.1 — Фрагмент диаграммы железо-углерод
1.3 Определение массы детали
Для определения типа производства нам необходимо определить массу детали. Но, так как нам не требуется определение точное определение массы детали, представим деталь как совокупность элементарных цилиндров.
Для расчёта массы определим объём V, м3 детали. Объём определим по формуле:
(1)
где di — диаметр элементарной части детали, мм;
hi — длина элементарной части детали, мм;
n — число элементарных частей.
Подставив значения, получим:
Зная объём детали, рассчитаем массу по формуле:
(2)
где с — плотность материала, из которого изготовлена деталь, кг/м3;
с = 7,9.103 кг/м3.
Подставив, получим:
сталь термический резание точение
2. Определение типа производства
После расчёта массы детали получаем, что у нас детали среднего типоразмера (масса меньше 30 кг), и для производства количества деталей, указанного в задании, требуется серийное производство.
Серийное производство — изделия изготавливаются или обрабатываются партиями, состоящими из однотипных деталей одинакового размера, запускаемых в производство одновременно. В зависимости от количества изделий в партии и их трудоёмкости изготовления серийное производство подразделяется на мелкосерийное, среднесерийное и крупносерийное, определяемое ориентировочно по данным таблицы в соответствующих пособиях.
Количество деталей в партии определим по формуле:
(3)
где N — годовая программа выпуска деталей;
t — число дней, на которое необходимо иметь запас готовых деталей для бесперебойной работы цеха, t = 2;
ф — число рабочих дней в году, ф = 250.
Получаем, что у нас среднесерийное производство.
3. Выбор и описание метода получения заготовки При сравнении возможных методов получения заготовки для вновь проектируемого технологического процесса изготовления детали рассматриваемые варианты могут отличаться только технологией получения заготовки, но не механической обработкой. В этом случае для выбора метода получения заготовки достаточно оценить её себестоимость для каждого варианта и выбрать тот вариант, для которого себестоимость меньше. В противном случае при выборе метода получения заготовки необходимо для каждого варианта оценить суммарную себестоимость получения заготовки и отличающихся операций механической обработки.
Для получения заготовки будем использовать кривошипно-шатунный штамповочный пресс (КГШП).
Достоинства штамповки на КГШП:
1) Относительно высокая точность поковок. Припуски и допуски могут быть примерно на 30%, а штамповочные уклоны в 1,5−2 раза меньше, чем при штамповке на молотах.
2) Более высокая производительность — на 30−50% выше, чем на молотах. А с применением средств механизации и автоматизации — выше в 2−2,5 раза.
3) Безударный характер работы позволяет применять сборные штампы.
4) Более высокая надежность в эксплуатации.
5) Возможность применения малоквалифицированной рабочей силы (если при штамповке на молотах требуется штамповщик 5го-6го разряда, то при штамповке аналогичных поковок на КГШП 3го разряда).
6) Себестоимость поковок ниже, чем при штамповке на молотах.
Недостатки штамповки на КГШП:
1) Меньшая универсальность.
2) Невозможность значительного перераспределения металла вдоль оси заготовки.
3) Нет условий для выполнения операции подкатки и протяжки заготовки.
4) Большее количество ручьев.
5) Более сложная конструкция штампов.
6) Необходимость очистки заготовок от окалины.
7) Дороговизна пресса (дороже молота в 3−4 раза).
3.1 Определение припусков на обработку
Допуски, припуски и кузнечные напуски устанавливаются в зависимости от конструктивных характеристик поковки и определяются исходя из шероховатости обработанной поверхности детали, изготовляемой из поковки, а так же в зависимости от величины размеров и массы поковки.
Исходные данные по детали:
Таблица 3.1 — Содержание некоторых элементов в стали, %
Сталь | C | Si | Mn | Ni | Cr | |
0.42 — 0.5 | 0.17 — 0.37 | 0.5 — 0.8 | до 0.3 | до 0.25 | ||
Масса детали: 0,396 кг.
Ориентировочную величину расчётной массы поковки допускается вычислять по формуле:
(4)
где МП.Р. — расчётная масса поковки, кг;
МД — масса детали, кг;
КР — расчётный коэффициент, КР = 1,5.
Группа стали: М2.
Класс точности поковок: Т4.
Степень сложности детали определяют путём вычисления отношения массы GП поковки к массе GФ геометрической фигуры в которую вписывается форма поковки. Но, в данной поковке присутствуют тонкие элементы, и выполняется условие:
(5)
где t — толщина тонкого элемента;
D — наибольший размер тонкого элемента;
d — диаметр элемента поковки, толщина которого превышает величину t.
Следовательно, степень сложности поковки С4.
Исходный индекс: 12.
Основные припуски на размеры:
§ 1,4 — диаметр поверхности 42 мм и чистота поверхности 12,5;
§ 1,4 — диаметр поверхности 48,5 мм и чистота поверхности 12,5;
§ 1,4 — диаметр поверхности 60,8 мм и чистота поверхности 12,5;
§ 1,6 — диаметр поверхности 32,5 мм и чистота поверхности 1,6;
§ 1,7 — диаметр поверхности 42,75 мм и чистота поверхности 1,6;
§ 1,3 — длина 17 мм и чистота поверхности 12,5;
§ 1,3 — длина 27 мм и чистота поверхности 12,5;
§ 1,4 — длина 65 мм и чистота поверхности 12,5;
§ 1,6 — длина 19 мм и чистота поверхности 1,6;
§ 1,6 — длина 36 мм и чистота поверхности 1,6.
Дополнительный припуск, учитывающий отклонение от плоскостности — 0,2 мм.
Размеры поковки и их допускаемые отклонения:
§ диаметр 32,5 — 1,6 . 2 = 29,3;принимаем 29;
§ диаметр 42 + 1,4 . 2 = 44,8;принимаем 45;
§ диаметр 42,75 — 1,7 . 2 = 39,35;принимаем 39;
§ диаметр 48,5 + 1,4 . 2 = 51,3;принимаем 51,5;
§ диаметр 60,8 + 1,4 . 2 = 63,6;принимаем 64;
§ длина 17 + 1,3 . 2 = 19,6;принимаем 20;
§ длина 19 — 1,6 . 2 = 15,8;принимаем 15,5;
§ длина 27 + 1,3 . 2 = 29,6;принимаем 30;
§ длина 36 — 1,6 . 2 = 32,8;принимаем 32,5;
§ длина 65 + 1,4 . 2 = 67,8;принимаем 68.
Радиус закруглений наружных углов — 2,0 мм (минимальный) принимаем 3 мм.
Допускаемые отклонения размеров:
§ диаметр 29 мм;
§ диаметр 39 мм;
§ диаметр 45 мм;
§ диаметр 51,5 мм;
§ диаметр 64 мм;
§ длина 15,5 мм;
§ длина 20 мм;
§ длина 30 мм;
§ длина 32,5 мм;
§ длина 68 мм.
Допускаемое отклонение от плоскостности: 0,3 мм;
Допускаемое отклонение межцентрового расстояния: ±0,3 мм;
Штамповочные уклоны по наружной поверхности: 5°;
Смещение по поверхности штампа: 0,4 мм.
4. Разработка технологического процесса изготовления детали
4.1 Структурная схема технологического процесса
4.2 Выбор и описание технологического оборудования
Механическая обработка детали состоит из токарной, сверлильной, фрезерной и шлифовальной операций. Основываясь на габаритные размеры и форму детали, форму поверхностей и их взаимное расположение, технические требования и точности размеров, шероховатости обрабатываемых поверхностей выберем станки для проведения операций.
Для токарной операции выберем станок 16К20. Технические характеристики станка приведены в таблице 4.1.
Таблица 4.1 — Технические характеристики токарного станка 16К20
Показатель | Характеристика | |
Станок | 16К20 | |
Наибольший диаметр обрабатываемой детали, мм | ||
Расстояние между центрами, мм | ||
Число ступеней вращения шпинделя | ||
Частота вращения шпинделя, об/мин | 12,5−1600 | |
Число ступеней подач шпинделя | ||
Подача суппорта, мм/об: § продольная § поперечная | 0,05- 4,16 0,035−2,08 | |
Мощность главного электродвигателя, кВт | ||
КПД станка | 0,75 | |
Наибольшая сила подачи механизмом подачи, Н | ||
Для шлифовальной операции выберем круглошлифовальный станок 3А157. Технические характеристики станка 3А157 приведены в таблице 4.3.
Таблица 4.3 — Технические характеристики шлифовального станка 3А157
Показатель | Характеристика | |
Наибольший диаметр и длина шлифования, мм | 140×180 | |
Диаметр шлифовального круга | ||
Число оборотов шпинделя шлифовальной бабки в минуту | 2340; 2860 | |
Скорость перемещения стола, мм/мин | 0,03−4 | |
Наибольшее поперечное перемещение шлифовальной бабки, мм | ||
Поперечная подача, мм/ход | 0,001−0,038 | |
Мощность главного электродвигателя, кВт | 1,5 | |
КПД станка | 0,8 | |
Для фрезерования шестигранника выбираем вертикально-фрезерный станок 6Р11. Технические параметры станка приведены в таблице 4.4.
Таблица 4.4 — Технические характеристики вертикально-фрезерного станка 6Р11
Показатель | Характеристика | |
Размеры рабочей поверхности стола, мм | 1000×250 | |
Наибольшее продольное перемещение стола, мм | ||
Наибольшее поперечное перемещение стола, мм | ||
Наибольшее вертикальное перемещение стола, мм | ||
Расстояние от торца шпинделя до рабочей поверхности стола, мм | 50 — 410 | |
Пределы частот вращения шпинделя, мин -1 | 40 — 2000 | |
Ускоренное продольное перемещение стола, мм/мин | 4 000 | |
Ускоренное поперечное перемещение стола, мм/мин | 4 000 | |
Ускоренное вертикальное перемещение стола, мм/мин | 1 330 | |
Мощность электродвигателя привода шпинделя, кВт | 5,5 | |
Мощность электродвигателя привода стола, кВт | ||
Конус шпинделя по ГОСТ 30 064–93 | ISO 50 | |
Габаритные размеры станка (Д х Ш х В), мм | 1470×1975×1940 | |
Масса станка с электрооборудованием, кг | 2 360 | |
Размеры рабочей поверхности стола, мм | 1000×250 | |
Наибольшее продольное перемещение стола, мм | ||
Для сверлильной операции выберем настольно-сверлильный станок 2Н112. Технические характеристики станка 2Н112 приведены в таблице 4.5.
Таблица 4.5 — Технические характеристики вертикально-сверлильного станка 2Н112
Показатель | Характеристика | |
Наибольший условный диаметр сверления, мм | ||
Вертикальное перемещение сверлильной головки, мм | ||
Число ступеней частоты вращения шпинделя | ||
Частота вращения шпинделя, об/мин | 500−4000 | |
Подача шпинделя, мм/об | ручная | |
Размер рабочей поверхности стола, мм | 250×230 | |
Мощность электродвигателя, кВт | 0,6 | |
КПД станка | 0,85 | |
4.3 Выбор и описание режущего инструмента
При выборе режущего инструмента необходимо исходить из способа обработки и типа станка, формы и расположения обрабатываемых поверхностей, материала заготовки и его механических свойств.
Инструмент должен обеспечить получение заданной точности формы и размеров, требуемую шероховатость обработанных поверхностей, высокую производительность и стойкость, должен быть достаточно прочным, виброустойчивым, экономичным.
Материал режущей части инструмента имеет важнейшее значение в достижении высокой производительности обработки.
Для обработки наружной поверхности детали используем следующие резцы:
1. Токарный проходной прямой 2100−0051 Т15К6 ГОСТ 18 878–73, используемый для обработки поверхностей по наружному диаметру (размеры НхВхL: 16×16×80 мм).
Рисунок 4.1 — Токарный проходной прямой резец ГОСТ 18 878–73
2. Фасочный 2136−0507 ГОСТ 18 875–73, используемый для расточки фасок (размеры НхВхL: 16×16×80 мм).
Рисунок 4.2 — Фасочный резец ГОСТ 18 875–73
3. Токарный расточной для глухих отверстий 2141−0023 Т15К6 ГОСТ 18 883–73, используемый для расточки глухих отверстий (размеры НхВхL: 16×16×140 мм).
Рисунок 4.3 — Токарный расточной резец для глухих отверстий ГОСТ 18 883–73
4. Канавочный 2130−0451 ГОСТ 18 884–73, используемый для нарезания канавок (размеры НхВхL: 12×12×100 мм).
Рисунок 4.4 — Канавочный резец ГОСТ 18 884–73
5. Токарный резьбовой 2662−0003 ГОСТ 18 885–73, используемый для нарезания резьбы (размеры HxBxL: 12×12×140 мм).
Рисунок 4.5 — Токарный резьбовой резец ГОСТ 18 885–73
6. Токарный подрезной отогнутый 2112−0082 ГОСТ 18 880–73, используемый для нарезания резьбы (размеры HxBxL: 16×10×110 мм).
Рисунок 4.6 — Токарный подрезной отогнутый резец ГОСТ 18 880–73
7. Сверла 2301−3475 и 2301−3362 ГОСТ 12 121–77, используемое для сверления отверстий (размеры dxLxl: 21×285×185 мм и 7×170×90 соответственно).
Рисунок 4.7 — Сверло спиральное длинное с коническим хвостовиком ГОСТ 12 121–77
8. Фреза цилиндрическая 2200−2302 ГОСТ 29 092–91, используемая для фрезерования шестигранника (размеры DxL: 50×40, z = 12).
Рисунок 4.8 — Фреза цилиндрическая ГОСТ 29 092–91
9. Шлифовальный круг 1−20×4×6 14А F36 Р 5 Б У 63м/с, А 2кл. ГОСТ 2424–83, используемый для шлифования поверхностей.
Рисунок 4.9 — Круг шлифовальный ГОСТ 2424–83
4.4 Выбор измерительного инструмента
Для контроля наружных диаметров вала будем использовать микрометр гладкий типа МК 125−150. Микрометры предназначены для измерения наружных размеров деталей абсолютным и относительным методами. Микрометры оснащены жесткой измерительной пяткой, стопорным устройством для микрометрического винта и механизмом для получения постоянного измерительного усилия. Измерительные поверхности микрометров выполнены закаленными или оснащенными твердым сплавом. В комплект микрометра входят установочные меры для установки на нуль. Основные параметры микрометра приведены в таблице 4.6.
Таблица 4.6 — Технические характеристики микрометра МК 125−150
Пределы измерения, мм | 12−150 | |
Цена деления нониусного барабана, мм | 0,01 | |
Основная погрешность показаний, мм | 0,005 | |
Измерительное усилие, гс | 500−900 | |
Диаметр измерительной поверхности, мм | ||
Для контроля остальных поверхностей будем использовать линейки измерительные. Для контроля размеров шпоночных пазов будем использовать штангенциркуль.
5. Расчёт режимов резанья
5.1 Расчёт режимов резания при точении
Вначале определяем для заданной обрабатываемой поверхности глубину резания t, мм, из условий минимального числа проходов.
Глубина резания при продольном точении:
(6)
где D1 — диаметр поверхности после обработки, мм;
D0 — диаметр поверхности до обработки, мм.
мм Подсчитываем для получистовой и чистовой обработки на скоростных режимах твердосплавным инструментом максимально допустимую подачу S, мм/об:
(7)
где r — радиус скругления вершины резца, мм;
RZ — высота неровностей по ГОСТ 2789–73, мм.
мм Принимаем подачу ближайшую меньшую из числа осуществимых на станке. Для станка 16К20 принимаем S = 0,4 мм/об.
Расчетная скорость Vр, м/с, резания при точении, вычисляется по формуле:
(8)
где — коэффициент, зависящий от материала инструмента, заготовки и условий обработки;
— поправочный коэффициент на измененные условия, равный произведению ряда коэффициентов, учитывающих влияние различных факторов на скорость резания:
(9)
где — коэффициент, учитывающий механических свойств обрабатываемого материала;
— коэффициент, учитывающий качество заготовки;
— коэффициент, учитывающий материал режущей части инструмента;
— коэффициент, учитывающий главный угол в плане;
— коэффициент, учитывающий формы передней грани инструмента;
Т — расчетная стойкость инструмента.
Значения коэффициентов и показателей степени формулы приведены в таблицах 5.1−5.5
Таблица 5.1 — Значения коэффициентов и показателей степени
Обрабатываемый материал | Материал режущей части резца | Подача S, мм/об | Коэффициент и показатели степени | ||||
Сталь конструкционная, углеродистая, | Т15К6 | До 0,3 | 0,15 | 0,2 | 0,2 | ||
Таблица 5.2 — Значения коэффициента, учитывающего механические свойства обрабатываемого материала
Обрабатываемый материал | Значения коэффициента | |
Сталь | 750/ | |
Таблица 5.3 — Значения коэффициента, учитывающего качество заготовки
Материал режущей части инструмента | Состояние заготовки поковка или прокатка | |
Коэффициент | 0,8−0,9 | |
Таблица 5.4 — Значение коэффициента, учитывающего материал режущей части инструмента
Марка твердого сплава | ||
Т15К6 | ||
Таблица 5.5 — Значения коэффициентов, зависящих от углов инструмента
Форма грани | Без фаски | |
Коэффициент | 1,05 | |
Главный угол в плане | ||
Коэффициент | 0,81 | |
Поправочный коэффициент на измененные условия равен:
Расчетная скорость резания при точении равна:
м/с По расчетной скорости резания подсчитаем частоту вращения шпинделя, np, об/мин:
(10)
где — диаметр обрабатываемой поверхности, мм.
Теперь подсчитаем фактическую подачу величины n, ближайшую меньшую из паспортных данных станка. Для этого найдем n и определим весь ряд n.
(11)
где Nz — максимальная частота вращения шпинделя;
N1 — минимальная частота вращения шпинделя.
.
Значение цz не совпадает со стандартным, поэтому принимаем цz =1,26.
Теперь определяем nф из геометрического ряда:
n2 = n1n = 12,51,26 = 15,57;
n3 = n1n2 = 12,5(1,26)2 = 19,8;
n4 = n1n3 = 12,5(1,26)3 = 25,0;
…
n16 = n1n16 = 12,5(1,26)16 = 504,47;
n17 = n1n17 =12,5(1,26)17 = 635,64.
Принимаем nф = 635,64 об/мин, после чего корректируем скорость резания, то есть подсчитываем ее фактическое значение, м/мин:
Найденные режимы резания могут быть приняты только в том случае, если развиваемый при этом крутящий момент на шпинделе будет больше момента, создаваемого силами резания или равен ему, т. е. .
Тангенциальную силу, создающую крутящий момент, определяется по формуле:
(12)
где Cpz — коэффициент, зависящий от заготовки материала и условий обработки;
Xpz, Ypz, Zpz — показатели степени влияния режимов резания на силу Pz;
Kp — поправочный коэффициент на измененные условия, подсчитываемый как произведение ряда поправочных коэффициентов:
(13)
Числовые значения коэффициентов и показателей степени приведены в таблицах 5.6−5.8.
Таблица 5.6 — Числовые значения коэффициента и показателей степеней
Обрабатываемый материал | Вид обработки | Cpz | Xpz | Ypz | Zpz | |
Сталь конструкционная и стальное литье, | Наружное точение. отрезание и прорезание | 0,75 | — 0,15 | |||
Таблица 5.7 — Значение коэффициента в зависимости от обрабатываемого материала
Коэффициент при обрабатываемом материале | ||
Сталь конструкционная | ||
Таблица 5.8 — Значения поправочных коэффициентов
Параметр | Величина | Поправочный коэффициент | ||
обозначения | величина | |||
Главный угол в плане, град | 0,89 | |||
Главный передний угол, град | 1.1 | |||
Радиус при вершине, мм | 0,93 | |||
При значениях угла наклона главной режущей кромки коэффициент .
Крутящий момент, Нм, потребный на на резание:
Крутящий момент, развиваемый на шпинделе, подсчитывается по мощности электродвигателя.
(14)
Для данного станка Nэд = 10 кВт, nф = 400 об/мин, з = 0,75, отсюда:
Получили, что Мшп > Мрез. Значит принимаем данные режимы резания.
Определяем коэффициент использования мощности станка по формуле:
(15)
где Nпот — потребная мощность на шпинделе.
.(16)
где Nэ — эффективная мощность на резание, кВт, определяемая по формуле:
.(17)
Подставляя численные значения в формулу получим:
Найденную эффективную мощность подставим в формулу:
Тогда найдем коэффициент использования мощности станка по формуле:
%.
По фактической скорости резания Vф подсчитаем фактическую стойкость инструмента Тф, мин, с учетом показателя стойкости m по формуле:
.(18)
где Vp и Т — расчетные значения скорости и стойкости инструмента.
Подставим в формулу численные значения и определим Тф:
.
Основное технологическое время, т. е. время, непосредственно затраченное на процессе резания, мин, определим по формуле
(19)
где L — расчетная длина обработки, равная сумме длин обработки l, врезания l1 и перебега инструмента l2,
;(20)
i — число проходов;
nф — частота вращения шпинделя, об/ мин;
Sф — подача, мм/об.
За длину обработки l, мм, принимается путь, пройденный вершиной инструмента в процессе резания и измеренный в направлении подачи. Величина врезания l1, мм, при точении вычисляется из соотношения
.(21)
где t — глубина резания, мм;
ц — главный угол резца в плане.
Подставим в формулу численные значения и получим:
Найдем расчетную длину обработки по формуле:
.
Тогда по формуле найдем время, затраченное на процесс резания:
5.2 Расчёт режимов резания при шлифовании
Глубина резания при чистовом шлифовании равна t = 0,13 мм.
Продольную подачу при шлифовании S принимаем равной:
(22)
где В — ширина шлифовального круга.
Скорость шлифования круга определим по формуле:
(23)
гдеDк — диаметр круга, мм;
nк — частота вращения шпинделя, принимаемая по паспорту станка, nк = 3350 об/мин.
Расчётное значение частоты вращения обрабатываемой детали определим по формуле:
(24)
где vД — среднее значение скорости вращения детали, м/мин,;
DД— диаметр обрабатываемой детали, мм.
Так как изменение частоты вращения детали на выбранном станке бесступенчатое, то .
Скорость перемещения стола, м/мин:
(25)
Подставив численные значения, получим:
Тангенциальная сила резания, Н:
(26)
Коэффициенты имеют следующие значения: Ср = 21,5, uр = 0,7, Xp = 0,7, Ур = 0,5.
Подставив, получим:
Эффективная мощность на вращение обрабатываемой детали, кВт:
(27)
.
Эффективная мощность на вращение шлифовального круга, кВт,
(28)
Потребная мощность на вращение шлифовального круга, кВт:
(29)
Коэффициент использования станка по мощности:
(30)
.
Основное технологическое время, мин:
(31)
где L — длина продольного хода детали или круга, мм;
К — коэффициент, учитывающий добавочное число проходов без поперечной подачи (на выхаживание); К = 1,25;
h — припуск на сторону.
1. Казаченко В. П., Савенко А. Н., Терешко Ю. Д. Материаловедение и технология материалов III. Обработка металлов резанием. Пособие по курсовому проектированию — Гомель: БелГУТ, 1997 — 47 с.
2. Дольский А. Н. и др. Технология конструкционных материалов. — М.: Машиностроение, 1985 — 448 с.
3. Справочник технолого-машиностроителя. В 2 т. Т I/ под редакцией Косиловой А. Г. и Мещераковой Р. М. — М.: 1972 — 649 с. Т II/ под редакцией Малова А. Н. — М.: 1972 — 568 с.
4. Горбунов В. И. Обработка металлов резанием. Металлорежущие инструменты и станки. — М.: Машиностроение.
5. Тараканов И. Л., Савенко А. Н. Методички расчета рациональных режимов резания. — Гомель: БелИИЖТ, 1980.
6. Пахтин Ю. М., Леонтьев В. П. Материаловедение. Учебник для высших учебных заведений. 3-е издание, перераб. и доп. — М.: Машиностроение, 1990 — 528 с.
7. Федин А. П. Материаловедение и технология материалов. — Гомель: БелИИЖТ, 1982 — 83 с.
8. Егоров Н. Е. и др. Технология машиностроения. — М.: Машиностроение, 1985 — 184 с.
9. Тараканов И. Л., Савенко А. Н. Геометрия токарных резцов. Методические указания к лабораторным работам по обработке металлов резанием. — Гомель: БелИИЖТ, 1974.