Монтаж, техническая эксплуатация и ремонт автоматической тестоделительной и тесторазделочной машины для мелкоштучных хлебобулочных изделий РОТАМАТ EN
Установку и контроль за состоянием средств контроля, оповещения и пожаротушения. На предприятии должен быть издан приказ о проверке систем пожаротушения и автоматической пожарной сигнализации, а также об ответственном за их исправное состояние. Количество первичных средств пожаротушения в помещениях определяется в зависимости от категории этих помещений, согласно «НПБ 105−95″ Определение… Читать ещё >
Монтаж, техническая эксплуатация и ремонт автоматической тестоделительной и тесторазделочной машины для мелкоштучных хлебобулочных изделий РОТАМАТ EN (реферат, курсовая, диплом, контрольная)
Содержание Введение
1. Технико-экономическое обоснование проекта
1.1 Актуальность темы проекта
1.2 Описание конструкции и принцип работы устройства РОТАМАТ EN
1.2.1 Технические характеристики машины POTOMAT EN
2. Материал для технологической части
2.1 Технологическая схема производства булочек «Десертных»
3. Расчетная часть
3.1 Продуктовый расчёт линии по производству кулинарной продукции булочки «Десертные»
3.1.1 Продуктовый расчет на 10 000 кг готовой продукции
3.2 Подбор оборудования в линию по производству булочек «Десертных»
3.3 Конструктивный расчет формовочной плиты
3.4 Кинематический расчет машины
3.4.1 Кинематическая схема
3.4.2 Выбор типа двигателя
3.4.3 Определение силовых и кинематических параметров привода
3.5 Расчёт клиноременной передачи
3.6 Расчёт ведомого вала клиноременной передачи
3.6.1 Выбор материала вала
3.6.2 Выбор допускаемых напряжений на кручение
3.6.3 Определение геометрических размеров ступеней ведомого вала
3.7 Расчет шпоночного соединения для ведомого вала клиноременной передачи
3.8 Подбор подшипников для ведомого вала клиноременной передачи
3.9 Расчет фундамента
4. Монтаж, эксплуатация и ремонт
4.1 Монтаж, техническая эксплуатация и ремонт автоматической тестоделительной и тесторазделочной машины для мелкоштучных хлебобулочных изделий РОТАМАТ EN
4.1.1 Организация монтажных работ
4.1.2 Подготовка к монтажу
4.1.3 Описание монтажно-сборочных работ машины
4.1.4 Выбор монтажных приспособлений, инструментов, оснастки
4.2 Эксплуатация автоматической тестоделительной и тесторазделительной машины для мелкоштучных изделий POTАMAT EN
4.3 Ремонт автоматической тестоделительной и тесторазделочной машины для мелкоштучных хлебобулочных изделий РОТАМАТ EN
4.3.1 Износ детали, метод восстановления
4.3.2 Методы испытания машины после ремонта
4.3.3 Методы испытания машины после ремонта
5. Экономическая часть
5.1.1 Расчет потребности в рабочих
5.1 Расчет затрат на монтаж автоматической тестоделительной и тесторазделочной машины для мелкоштучных изделий РОТАМАТ EN
5.1.1 Расчет потребности в рабочих
5.2 Расчёт затрат на техническое обслуживание и ремонт автоматической тестоделительной и тесторазделочной машины для мелкоштучных хлебобулочных изделий РОТАМАТ EN
5.2.1 Расчет времени простоя оборудования в ремонте
5.2.2 Расчет стоимости ремонтных работ
6. Охрана труда и окружающей среды, промышленная санитария
6.1 Охрана труда при монтаже, эксплуатации и ремонте автоматической тестоделительной и тесторазделочной машины для мелкоштучных изделий POTАMAT EN
6.1.1 Общие положения по охране труда
6.1.2 Меры безопасности при обслуживании автоматической тестоделительной и тесторазделочной машины для мелкоштучных хлебобулочных изделий РОТАМАТ EN
6.1.3 Электробезопасность при обслуживании автоматической тестоделительной и тесторазделочной машины для мелкоштучных хлебобулочных изделий РОТАМАТ EN
6.2 Мероприятия по охране окружающей среды и промышленная санитария на предприятии УПБ «ЕМРТ»
6.2.1 Охрана атмосферного воздуха от загрязнений
6.2.2 Мероприятия по борьбе с шумами и вибрацией Заключение Список использованных источников Введение Цель прохождения студентами учебно-производственной практики состоит в приобретении навыков практического решения задач на конкретном рабочем месте. Таким местом в Ейском морском рыбопромышленном техникуме стал созданный в 2009 году участок «Учебно-производственная база практики студентов», на котором ребята закрепляют, расширяют, углубляют и систематизируют знания, полученные при изучении специальных дисциплин, приобретают практический опыт.
Планируемая в целях профессиональной подготовки производственная деятельность студентов направлена на формирование их профессиональных навыков и подготовку к выполнению разнообразных работ. Студенты участвуют во всех технологических процессах переработки сырья. Качество изготовленной продукции выступает как результат обученности студентов.
База практики имеет возможность развернуть весь технологический цикл по переработке морепродуктов. Налажен выпуск вяленой, соленой, копченой рыбы, продукции моря, различных полуфабрикатов. Используется свежая рыба, выловленная в Азовском море, и прудовая. Тарань, тюлька, толстолобик, пиленгас, судак, бычок, карась, сазан — вот далеко не все виды рыбы, которые подвергаются обработке в период практического обучения студентов-технологов. А руководит практикой студентов специальности «Обработка водных биоресурсов» Владимир Николаевич Нечваль, имеющий огромный опыт инженера-технолога на производстве, любящий своё дело.
На участке учебно-производственной базы практики будущие выпускники специальности «Обработка водных биоресурсов» имеют возможность получить рабочую профессию «Обработчик рыбы и морепродуктов 2−3 разряда» .
1. Технико-экономическое обоснование проекта
1.1 Актуальность темы проекта Используя в линии автоматическую тестоделительную и тесторазделочную машину для мелкоштучных хлебобулочных изделий РОТАМАТ EN, мы получим рациональность и экономичность в её использовании.
Приведём пример для сравнения с автоматической тестоделительной и тесторазделочной машиной для мелкоштучных хлебобулочных изделий РОТАМАТ EN.
Сравнивая автоматическую тестоделительную и тесторазделочную машину для мелкоштучных хлебобулочных изделий РОТАМАТ EN с тестоокруглительной машиной SM-3−30 можно сказать следующее:
Эти устройства РОТАМАТ EN и SM-3−30 предназначены для разделения и округления теста. По конструкции машины подобны, но различны они по производительности и по габаритам.
Технические характеристики автоматической тестоделительной и тесторазделочной машиной для мелкоштучных хлебобулочных изделий РОТАМАТ EN:
— Максимальная производительность — 10 000 шт/ч
— Мощность эл. двигатепя 0,75 к кВт
— Габариты 650*690*1510 мм.
— Масса 405 кг.
— Диапазон по массе 30−70 г.
Технические характеристики тестоделительной и тесторазделочной машиной для мелкоштучных хлебобулочных изделий SM-3−30:
— Производительность 240 шт/час.
— Мощность эл. двигатепя 0.75 кВт.
— Габариты 650*510*1420 мм.
— Масса 340 кг.
— Диапазон по массе 30−100 г Сравнивая эти устройства можно сказать, что РОТАМАТ EN обладает большей производительностью, а следовательно при большем объеме производств можно будет обойтись одним устройством там где SM-3−30 понадобится три. При большей производительности РОТАМАТ EN обладает недостатком по сравнению с SM-3−30 имеет большие габариты и большую массу под которую необходим более массивный фундамент.
Вывод: С учётом вышеперечисленных параметров, считаю актуальным выбор РОТАМАТ EN в линию по производству булочек Десертных"
1.2 Описание конструкции и принцип работы устройства РОТАМАТ EN
Тестоделительная и тесторазделочная машина РОТОМАТ EN отвечает всем требованиям эргономики.
POTOMAT EN выполняет все процессы, как штампование, деление и разделка. При обработке теста для кренделей или других аналогичных изделий можно устанавливать машину также в отдельности на процесс штампования и деления.
1.2.1 Технические характеристики машины POTOMAT EN
Размер и масса машины:
Глубина — 650 мм Ширина — 690 мм Высота — 1510 мм Рабочая высота — 890 мм Масса нетто — 450 кг Максимальная производительность — 10 000 шт/ч
30−70 г (на 30 частей) Диапазон по массе — 45−100 г (на 22 части)
120 г (особые случаи) Электрические характеристики:
Приводная мощность при 400 В (Евронапряжение) Главный двигатель — 0.75к кВт Двигатель постоянного тока — 0.20 кВт Подсоединяемая нагрузка — 1.6 кВт Реле защитного выключателя двигателя устанавливается на 2.5 А (380 В) При других характеристиках тока эти данные изменяются. Следует обращать внимание на табличку с обозначением типа!
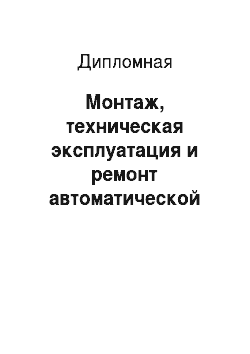
Рисунок 1.1 — Общий вид машины
1. Ограничительная гайка
2. Защитное устройство
3. Формовчная плита
4. Кнопка запуска
5. Рычаг выбора режима формовки
6. Рычаг установки длительности процесса разделки
7. Кнопка аварийного выключения
8. Штанга
2. Материал для технологической части
2.1 Технологическая схема производства булочек «Десертных»
Рисунок 2.1.1 — Технологическая схема
1. Приём муки Для производства булочек «десертных» используют муку высшего сорта.
2. Просеивание муки Мука просеивается в специальных мукопросеивателях от посторонних примесей.
3. Замес теста Происходит на тестомесительной машине в которую предварительно кладут по норме закладки сырьё: просеянная мука, дрожжи, сахар, маргарин, яйца.
4. Брожение Происходит при температуре 30—35°С и соответствующей относительной влажности воздуха (75—80%).
5. Обминка Кратковременный повторный промес в течение 1,5 — 2,5 мин для удаления пузырьков диоксида углерода в массе теста.
6. Порционирование теста.
Тесто порционируют на куски по 1 кг.
7. Формирование булочек.
Булочки формируются на тестоделительной машине РОТОМА EN в виде небольших шариков, в количестве 30 шт.
8. Выкладка на противень.
Заготовки для булочек выкладываются вручную на предварительно подготовленный противень. Укладка осуществляется поштучно.
9. Расстойка булочек.
Расстойка происходит в расстоечном шкафу в течении 30−40 минут, затем заготовку смазывают яйцом.
10. Выпечка булочек.
Противни с булочками, предварительно смазанные яйцом, устанавливают в хлебопекарную печь и выпекают в течении 20 минут при t=180−200°С.
11. Остывание.
3. Расчетная часть
3.1 Продуктовый расчёт линии по производству кулинарной продукции булочки «Десертные»
Исходные данные:
Производительность линии, кг/смену 84
Продолжительность смены, ч. 8
Количество смен в сутках 2
Таблица 3.1.1 — Нормы отходов и потерь, выхода готовой продукции и расхода сырья.
Наименование сырья | Отходы и потери в % к массе теста поступившего на данную операцию | В% к массе направленного сырья | Расход в кг. на 10 000 кг. | ||||||
Тесто | замес | брожение | обминка | формирование | выпечка | Направленного сырья | |||
Всего отходов и потерь | Выход расфасованного продукта | ||||||||
2,5 | 8.1 | 19,6 | 80,4 | ||||||
3.1.1 Продуктовый расчет на 10 000 кг готовой продукции
1) Определяем потери при замесе теста
12 260 — 100%
Х — 2% (3.1.1)
Х = 12 260×2 / 100 = 245,2 кг
2) Определяем поступление сырья на брожение
12 260−245,2 = 12 014,8 кг (3.1.2)
3) Определяем привес при брожении теста
12 014,8 — 100%
Х — 2,5% (3.1.3)
Х = 12 014,8×2,5 /100 = 300,4 кг
4) Определяем поступление сырья на обминку
014,8+300,4=12 315,4 кг. (3.1.4)
5) Определяем отходы и потери при обминке
12 315,4 — 100%
Х — 6% (3.1.5)
Х=12 315,17×6/100=738,9 кг.
6) Определяем поступление сырья на формирование
12 315,17−738,9=11 576,3 кг
7) Отходы и потери при формировании
11 576,3 — 100%
Х — 6% (3.1.6)
Х = 11 576,3×6 /100 = 694,6 кг
8) Определяем поступление сырья на выпечку
11 576,3−694,6=10 881,7 кг
9) Определяем отходы и потери при выпечке
10 881,7- 100%
Х — 8.1% (3.1.7)
Х = 10 881,7×8 /100 = 870,53 кг
10) Выход готовой продукции
10 881,7−811,7=10 000 кг. (3.1.8)
Проверяем правильность расчета, заполняя таблицу сырьевого баланса Таблица 3.1.2
Сырьевой баланс
Поступило в производство | Вышло из производства | |||||
Сырье и материалы | кг | % | Готовая продукция | кг | % | |
Тесто Компоненты | 300.4 | 97,5 2.5 | Готовый продукт «булочки десертные» | 80,4 | ||
Потери при: | ||||||
— замесе | 245,5 | |||||
— обминка | 738,9 | |||||
— формирование | 694,6 | |||||
— выпечка | 881.4 | 8.1 | ||||
Итого | 12 560,4 | Итого | 12 560,4 | 97,5 | ||
Таблица 3.1.3 — Движение сырья и полуфабрикатов
Технологические операции | Отходы и потери в% | Движение сырья и полуфабриката | ||||
на 10 000 кг | час | смену | сутки | |||
Приём сырья: | 12,9 | 102,9 | 205,8 | |||
Замес | ||||||
Поступило | 12,9 | 102,9 | 20,5 | |||
Потери | 2,0 | 245,2 | 0,2 | 1,8 | 3,6 | |
Брожение | ||||||
Поступило | 12 014,8 | 12,6 | 100,9 | 201,8 | ||
Привес | 2,5 | 300,4 | 0,3 | 2,5 | ||
Обминка | ||||||
Поступило | 12 315,17 | 12,9 | 103,4 | 206,8 | ||
Потери | 738,9 | 0,8 | 6,2 | 12,4 | ||
Формирование Поступило Потери | 11 576,27 694,6 | 11,4 0,7 | 91,2 5,9 | 182,4 11,8 | ||
Выпечка Поступило Потери | 8,1 | 10 881,4 881,4 | 11,4 0,9 | 91,4 7,4 | 182,8 14,8 | |
Выход готовой продукции | 10,5 | |||||
Таблица 3.1.4 — Расход вспомогательных материалов
Наименование материала | Ед. изм. | Норма расхода на 100 кг готовой прод. | Расход материала | |||
В час | в смену | в сутки | ||||
Мука | кг | 6,62 | 52,92 | 105,84 | ||
Сахар | кг. | 1,35 | 10,8 | 21,6 | ||
Маргарин | кг | 1,58 | 12,6 | 25,2 | ||
Соль | кг | 0,6 | 0,063 | 0,504 | 1,008 | |
Дрожжи | кг | 1,5 | 0,158 | 1,26 | 2,52 | |
Вода | кг | 30,5 | 3,2 | 25,62 | 51,24 | |
3.2 Подбор оборудования в линию по производству булочек «Десертных»
Согласно маршрутной технологии, в линию по производству булочек «Десертных»
1. Спиральный смеситель Spiralkneter Typ SF 75
2. Весы Betriebsanleitung
3. Автоматическая тестоделительная и тесторазделочная машина для мелкоштучных хлебобулочных изделий РОТАМАТ EN
4. Кондиционер для расстойных камер с системой управления SRU
5. Пекарный шкаф РОТОТЕРМ RE
3.3 Технические характеристики оборудования
1. Спиральный смеситель Spiralkneter Typ SF 75
Смесительная машина типа SF перемешивает и месит тесто. Благодаря наличию двух скоростей смесильного инструмента и возможности выбора направления вращения чаши, машину можно использовать универсально.
Производительность машины:
Тип | SF 75 | |
Вместимость муки (кг) | ||
Вместимость теста (кг) | ||
Наименьшее количество муки (кг) | 1.5 | |
Механические характеристики:
Тип | SF 75 | |
Емкость чаши (литры) | ||
Масса нетто (кг) | ||
Масса брутто (кг) | ||
Число оборотов — перемешивание (л/мин) | ||
Число оборотов — смешивание (л/мин) | ||
Электрические характеристики
Тип | SF 75 | |
Привод смесителя — перемешивание (кВт) | ||
Привод смесителя — смешивание (кВт) | 6.25 | |
Привод чаши (кВт) | 1.1 | |
Предохранители при 380 В (а) | ||
Рабочее напряжение | 380/220В | |
Габаритные характеристики:
Тип | SF 75 | |
Ширина, А (мм) | ||
Глубина В (мм) | ||
Высота С (мм) | ||
Диаметр чаши D (мм) | ||
Высота чаши Е (мм) | ||
2. Технические характеристики машины POTАMAT EN
Размер и масса машины:
Глубина — 650 мм Ширина — 690 мм Высота — 1510 мм Рабочая высота — 890 мм Масса нетто — 450 кг Максимальная производительность — 10 000 шт/ч
30−70 г (на 30 частей) Диапазон по массе — 45−100 г (на 22 части)
120 г (особые случаи) Электрические характеристики:
Приводная мощность при 400 В (Евронапряжение) Главный двигатель — 0.75к кВт Двигатель постоянного тока — 0.20 кВт Подсоединяемая нагрузка — 1.6 кВт Реле защитного выключателя двигателя устанавливается на 2.5 А (380 В) При других характеристиках тока эти данные изменяются. Следует обращать внимание на табличку с обозначением типа!
3. Кондиционер для расстойных камер с системой управления SRU
Размеры машины:
Растровый размер KLG (мм) | ||
Ширина (мм) | ||
Высота (мм) | ||
Длина (мм) | ||
Общее потребление:
Общая потребляемая мощность (кВт) | 9.1/7.1 | |
Потребляемая мощность для пара (кВт) | 6/4 | |
Потребляемая мощность для подогрева воздуха (кВт) | ||
Потребляемая мощность вентилятора (кВт) | 0.085 | |
Подача воздуха (м3/ч) | ||
Подача пара (кг/ч) | 8/5.3 | |
4. Пекарный шкаф РОТОТЕРМ RE
Размеры печи:
Диаметр вращающегося пода (мм) | ||
Ширина печи (мм) | ||
Глубина печи (мм) | ||
Масса печи (кг) | ||
Высота печи (мм) | ||
Высота печи при загрузке (мм) | ||
Макс. размеры противня (мм) | 600×800 | |
Макс. площадь пода при 21 ярусе (мм2) | 10.1 | |
Водоснабжение машины:
Редукционный клапан, давление (бар) | 0.8 — 1.2 | |
Время открывания клапана (с) | ||
Общий расход воды (л/с) | 3.5/5 | |
3.3 Конструктивный расчет формовочной плиты Зная размер булочек и их количество, можем произвести конструктивный расчёт формовочной плиты.
Рисунок 3.3 Общий вид формовочной плиты
1. Определяем длину формовочной плиты, мм
(3.3.1)
Зная длину плиты, можем посчитать ее диаметр
(3.3.2)
3.4 Кинематический расчёт машины
3.4.1 Кинематическая схема
1. Электродвигатель
2. Ведущий шкив
3. Ведомый шкив
4. Подшипники качения
5. Формовочная плита Рисунок 3.4 — Кинематическая схема
3.4.2 Выбор типа двигателя Подбирать тип двигателя рекомендуется по таблице К.9 «Двигатели асинхронные короткозамкнутые трёхфазные серии 4А общепромышленного применения; закрытые, обдуваемые. Технические данные», [4], с. 384. При этом следует учесть, что двигатель с большой частотой вращения (3000 об/мин) имеют низкий рабочий ресурс, а двигатели с низкими частотами вращения (750 об/мин) весьма металлоёмки, поэтому рекомендуется выбирать электродвигатели серии 4А с частотой вращения 1000−1500 об/мин.
Выбираем двигатель асинхронный трехфазный, серии 4А общепромышленного применения, закрытый, обдуваемый.
Технические данные:
Номинальная мощность кВт Номинальная частота об/мин Принимаем тип двигателя 4АМ100L4Y3 с частотой вращения 1430 об/мин
4 — порядковый номер серии, А — тип двигателя М — модернизированный
80 — высота оси вращения ротора В — длина сердечника статора
6 — число полюсов У3 — климатическое исполнение и категория размещения
3.4.3 Определение силовых и кинематических параметров привода Общий КПД передачи Мощность, кВт Частота вращения, об/мин на Угловая скорость, рад/с Вращающий момент, Н .м
3.5 Расчёт клиноременной передачи Выбор сечения ремня. Определение диаметра малого шкива d1, мм Выбираю площадь сечения ремня А=0,56, узкого сечения по ТУ 38−40 534−75, таблица К31, с. 418.
Определяю диаметр малого шкива d1, мм:
(3.5.1)
где — вспомогательный коэффициент:
для клиноременной передачи ;
Значение d1, мм, округляю до ближайшего по стандартному ряду [4], с. 426. принимаем 71 мм Определение диаметра большого шкива d2, мм
(3.5.2)
Значение d2, мм, соответствует стандартному ряду чисел [4], с. 426. следовательно d2=160 мм Уточнение угловой скорости щ2, 1/с Приняв коэффициент скольжения, определяем действительную угловую скорость, щ2, 1/с, тихоходного вала:
(3.5.3)
Определение передаточного числа u
(3.5.4)
Определение скорости ремня, м/с
(3.5.5)
где — допускаемая скорость:
для клиновых ремней ;
Определение ориентировочного межосевого расстояния Ориентировочно назначают межосевое расстояние а, мм,
(3.5.6)
(3.5.7)
где h — высота сечения ремня, мм (см. таблицу «Основные параметры клиновых и поликлиновых ремней общего назначения» [4], с. 418
Значение принимаем по таблице № 13.15 равное 160 мм Определение длины ремня Lр, мм
(3.5.8)
Полученное значение округлить до ближайшего числа по стандартному ряду (см. таблицу «Основные параметры клиновых и поликлиновых ремней общего назначения» [4], с. 418, принимаем 710, мм) Окончательное значение межосевого расстояния а, мм
a=0,25[(Lp-w)+], (3.5.9)
a=0,25[(710−115,5)+
где w= 0,5(d1 + d2); y = 0,25(d2 — d1)2.
w= 0,5(71+ 160)=115,5 y = 0,25(160 — 71)2=1980,3
По нормальным линейным размерам (ГОСТ 6636−69), мм., таблица 13.15, по дополнительным размерам принимаю а=320
Угол обхвата ремнём ведущего шкива б1, градус
(3.5.10)
Определение допускаемой мощности, кВт
(3.5.11)
где [Ро] - допускаемая приведенная мощность, передаваемая одним клиновым ремнём или поликлиновым с десятью клиньями, кВт, выбирается из таблицы «Допускаемая приведенная мощность [Ро], кВт, передаваемая одним клиновым ремнём, узким клиновым ремнём, поликлиновым ремнём с десятью клиньями» [4], с. 86 .
— поправочные коэффициенты:
1) учитывает влияние угла охвата малого шкива б1;
2) — влияние режима работы;
3) — влияние длины ремня;
4) — неравномерность распределения нагрузки по ремням Требуемое число клиновых ремней комплект клиновых ремней:
(3.5.12)
Принимаем Z=2
где Рном — номинальная мощность двигателя Рекомендуемое число клиньев указано в таблице «Основные параметры клиновых и поликлиновых ремней общего назначения» [4], с. 418
Определение силы предварительного натяжения F0, Н
(3.5.13)
где qмасса 1 м длины ремня (см. таблицу «Основные параметры клиновых и поликлиновых ремней общего назначения» [4], с. 418)
Определение окружной силы передаваемой комплектом клиновых ремней Ft, Н
(3.5.14)
Определение силы натяжения ведущей F1 и ведомой F2 ветви, Н
(3.5.15)
(3.5.16)
Определение силы давления на вал Foп, Н комплекта клиновых ремней:
(3.5.17)
Проверочный расчет Проверить прочность ремня по максимальным натяжениям в сечении ведущей ветви ,
(3.5.18)
где:
а) — напряжения растяжения,
(3.5.19)
б) — напряжение изгиба,
(3.5.20)
В) — напряжения от центробежных сил,
(3.5.21)
где: — плотность материала ремня,; стр. 81
=10
Таблица 3.5.1 — Параметры клиновой передачи
Параметр | Значение | Параметр | Значение | |
Тип ремня | клиновой | Число пробегов ремня, 1/с | 5,1 | |
Сечение ремня | Узкого сечения | Диаметр ведущего шкива | ||
Количество ремней (число клиньев) z | Диаметр ведомого шкива | |||
Межосевое расстояние a | 293,88 | Максимальное напряжение, | 9,9 | |
Длина ремня l | Начальное напряжение ремня, | 75,3 | ||
Угол обхвата малого шкива, град | 162,7 | Сила давления ремня на вал, | 298,2 | |
3.6 Расчёт ведомого вала клиноременной передачи
3.6.1 Выбор материала вала В проектируемых передачах рекомендуется применять термически обработанные среднеуглеродистые и легированные стали 45, 40Х.
Механические характеристики сталей для изготовления валов определяются по таблице 3.2 — Механические характеристики сталей, [4], с. 50
Выбираем сталь 40
3.6.2 Выбор допускаемых напряжений на кручение При проектном расчете принимают заниженное допускаемое напряжение на кручение, На ведомом валу
3.6.3 Определение геометрических размеров ступеней ведомого вала Первая ступень вала d1, мм:
(3.6.1)
где Т — вращающий момент на валу, Н•м Принимаем диаметр ступени равен 15 мм Длина 1-й ступени вала l1, мм:
Принимаем 35 мм исходя из расчётов шкива ведомого.
Вторая ступень вала d2, мм:
d2 = d1 + 2t (3.6.2)
d2 =15+22=19
Принимаем диаметр ступени равен 20 мм Длина 2-й ступени вала l2, мм:
l2? 1.5 d2 (3.6.3)
l2=1,520=30 мм Третья ступень вала d3:
d3 = d2 + 3,2 r (3.6.4)
d3 = 20+3,21,6=25.1 мм где r — координаты фаски подшипника определяют в зависимости от диаметра ступени d, [4], c. 109.
l3? 1.25 d2 (3.6.5)
l3 =1.2519=23.75
Четвёртая ступень вала d4:
d4 = d2 =20 мм (3.6.6)
Длина 4-й ступени вала l4 определяется графически и принимаем l4=90 мм Рисунок 3.6.1 — Вал ведомый
3.7 Расчет шпоночного соединения для ведомого вала клиноременной передачи Произведем расчет шпонки под шкив для вала диаметром 15 мм. Подбираем призматическую шпонку СТ СЭВ 189−75
Рассчитываем шпонку на смятие:
(3.7.1)
— допустимое напряжение. Принимаем из учебника «детали машин» [2], c. 531.
Принимаю =100 Нмм, при нормальной работе без перегрузов и рывков.
где высота шпонки,
глубина паза вала,
рабочая длина шпонки ,
ширина шпонки,
тестоделительный машина вал подшипник
Н/ мм, условие выполнено.
Рассчитаем шпонку на срез:
(3.7.2)
(3.7.3)
Вывод: шпонка подобрана, верно, напряжение на смятие и срез в допуске.
3.8 Подбор подшипников для ведомого вала клиноременной передачи Исходя из расчёта ведомого вала клиноременной передачи, выбираем радиальные однорядные шарикоподшипники 204 лёгкой серии.
Характеристики подшипников:
Внутренний диаметр d, мм | ||
Наружный диаметр D, мм | ||
Ширина подшипника B, мм | ||
Ширина фаски r, мм | 1.5 | |
3.9 Расчёт фундамента Масса машины РОТОМАТ EN Gм=405 кг (в рабочем состоянии), габариты машины: длина L=0,650 м, ширина В=0,690 м, высота h=1.510 м.
По условию выполнения фундамента он должен выходить за габарит машины на 0,150−0,300 м по периметру. Принимаем — 0,150 м.
Тогда площадь фундамента Fф, м2, определяется по формуле:
(3.9.1)
Глубину фундамента hф принимаем равную 1 м. Тогда масса фундамента определяется по формуле:
(3.9.2)
где — плотность материала, из которого выполнен фундамент, для фундамента из бетона с кирпичным щебнем = 1800 кг/м3, тогда Общая масса фундамента и машины, определяется по формуле:
(3.9.3)
Давление на почву определяется по формуле:
(3.9.4)
где — ускорение силы тяжести, .
Высота бетонной подушки:
h = (0.15…ъ0.25) h
h = 150 мм Допустимое статическое давление на почву, для грунтов средней твердости находится в пределах от 15 000 до 35 000 Па.
С учётом глубины промерзания почвы принимаем = 25 000 Па, тогда, сравнивая расчётное и допустимое давления на почву, получаем:
Па < 25 000 Па, условие выполнено Расчет дает основание сделать вывод о том, что глубина фундамента в один метр достаточная для надежности установки автоматической тестоделительной и тесторазделочной машины РОТАМАТ EN, так как машина не требует высокой точности, устанавливаем ее на бетонную подушку.
Для заливки фундамента используют Бетон 200, который изготавливается из Цемента 500.
4. Монтаж, эксплуатация и ремонт
4.1 Монтаж, техническая эксплуатация и ремонт автоматической тестоделительной и тесторазделочной машины для мелкоштучных хлебобулочных изделий РОТАМАТ EN
4.1.1 Организация монтажных работ Одним из основных документов определяющих условия монтажа оборудования является, проект организации монтажных работ. Проект организации монтажных работ предусматривает применение наиболее рациональных способов выполнения монтажных работ и эффективных средств механизации, применение производительных инструментов и приспособлений, безопасных приёмов выполнения всех видов работ.
Проект организации монтажных работ в себя включает:
1. календарный план монтажа оборудования;
2. план размещения оборудования на монтажном участке;
3. технологические карты и инструкции на важнейшие сборочные и установочные работы;
4. чертежи и рабочие схемы централизованного снабжения электроэнергией, водой, кислородом, ацетиленом и др.;
5. перечень инструментов, приспособлений и вспомогательных материалов, необходимых для выполнения монтажных работ;
6. сведения по технике безопасности и противопожарным мероприятиям для монтажного персонала;
7. технологическая карта монтажа.
Проект организации монтажных работ содержит календарный график выполнения работ в целом по монтажному участку, а также график для каждого вида работ. Для учёта конкретных условий производства работ кроме общего графика, составляется недельный и суточный график, в котором указывается не только основные, но и сопутствующие операции, то есть доставка оборудования, материалов, изделий и заготовок. За каждой операцией закрепляется исполнители, которые принимают участие в выполнении работ и ежедневно делают отметку о выполняемых работах. Основу технической документации составляет технологическая карта монтажа. Карта разрабатывается на каждый агрегат или на отдельный сложный узел. Она должна содержать: график производства работ, с данными объемами стоимости и потребности рабочих, в материалов и приспособлений. Описания операций связанных с такелажными работами. Схему сборки оборудования, описание технологических операций контроля сборки узлов. А также описание последовательности операций по пуску, наладке, испытанию и задаче в эксплуатацию машины с оформления акта об испытаниях, и акта о сдачи в эксплуатации после монтажа.
4.1.2 Подготовка к монтажу Для своевременного выполнения монтажных работ в сроки предусмотренные в проекте организации монтажных работ, все работы подразделяются на два вида работ: подготовка к монтажу и собственно монтаж. Подготовка работы на месте монтажа ведётся в соответствии с проект организации монтажных работ поэтому прежде чем приступить к монтажу необходимо. Тщательно ознакомится с проектом и в первую очередь, с проектными и материалами, то есть с чертежами, спецификациями и схемами. Все эти материалы должны быть проверены с целью выявления их полноты и достаточности для проведения монтажных работ. Также проверяют наличие приспособлений и инструментов, необходимых для монтажа.
Эти работы выполняются в течение подготовительно — заключительного времени выделенного в смете. Работы, которые подлежат выполнению в порядке подготовки к монтажу и организации монтажной площадки, могут быть сведены к следующему.
— Разработка календарных планов монтажа.
— Инструктаж по технике безопасности всех участников участвующих в подготовке и собственно в монтаже.
— Устройство складов и навесов для хранения оборудована, для монтажа оборудования, проверка материалов, инструментов, приспособлений.
— Подбор и наладка устройств, приспособлений для подъема оборудования, заготовок, а также узлов и тяжёлых деталей и проверка монтажного оборудования на безопасность.
— Подготовка и подвод электроснабжения, водоснабжения, а также всех необходимых коммуникаций к монтажной площадке, а также к складам и навесам при необходимости.
При проведении всех выше указанных мероприятий также необходимо проверить наличие свободного доступа к коммуникациям подходящим к станку. Проверяем наличие и надёжность канатов и подкладок под них. Для произведения монтажа необходимо произвести нарезку подкладок под станок различной толщины, проверить надёжную фиксацию узлов, для безопасной транспортировки и установки станка.
4.1.3 Описание монтажно-сборочных работ машины Машину РОТАМАТ EN можно прикрепить прочно к полу анкерными болтами. Для этого в стойке предусмотрены четыре отверстия 14 мм, через которые так же можно вставить четыре болта М10 и прикрепить дюбелями к полу.
Если машина поставлена с установочными винтами и балансирами, то следует проследить, чтобы установочные винты равномерно воздействовали на все четыре балансира.
Правильность регулировки четырёх установочных винтов можно определить по амплитуде колебаний машины при пробном пуске. Амплитуда колебаний верхней части машины в 2−3мм считается нормальной и не может быть снижена.
4.1.4 Выбор монтажных приспособлений, инструментов, оснастки Контрольно-измерительные инструменты:
1. Для разметки: разметочные циркули, кронциркули, нутромеры, штангенциркули с твёрдосплавными губками;
2. Для измерения линейных размеров: линейки, рулетки, штангенциркули, микрометры, микрометрические нутромеры;
3. Для разметки и проверки измерения углов: угольники, универсальные угломеры, нивелир, отвес, теодолит;
4. Для измерения неточности поверхности и размеров деталей: индикаторы часового типа.
Монтажно-ремонтные инструменты:
1. Ударные: слесарные молотки, молотки из меди, кувалды;
2. Для ручной рубки металла и пробивки отверстий: зубило, пробойник, крейцмейсели;
3. Для опиловки и шарбовки: напильники, шаберы;
4. Для сверления и развёртывания: свёрла, зенкера, развёртки, зенкеровка;
5. Для нарезания резьбы: метчики, плашки и воротки;
6. Для сборки резьбовых соединений: гаечные, трубные ключи, отвёртки и моментные ключи;
7. Для резки металла: ручные и верстачные ножницы, ножовки, труборезы, острогубцы;
8. Абразивный инструмент: круги, бруски, шлифовальные шкурки, притирочные и доводочные пасты
9. Монтажно-ремонтные приспособления: тиски, прижимы, съёмники, ручная и электрическая дрели, шлифовально-отрезные машины, пневмомолотки и гайковёрты.
4.2 Эксплуатация автоматической тестоделительной и тесторазделительной машины для мелкоштучных изделий POTАMAT EN
Инструкция по эксплуатации:
Чтобы поднять Ротомат с поддона, снимите крышку на задней стороне машины. Теперь обеспечен доступ к крепежным крюкам, которые следует демонтировать.
Сразу же при распаковке проверьте не, не была ли машина повреждена во время транспортирования. Если, не смотря на тщательно выполненную упаковку, это всё-таки случится, немедленно обратитесь к экспортёру ведомства по железнодорожным перевозкам или в другое компетентное транспортное ведомство и заявите о повреждениях.
В машине следует использовать только фирменные формовочные плиты. Нельзя применять алюминиевые формовочные плиты (с выступающей вверх ручкой).
Технический уход и техническое обслуживание:
— Техобслуживание включает в себя все меры, направленные на обеспечение максимальной надёжности машины при эксплуатации.
— Перед началом работ по техобслуживанию вытянуть штекер и нажать на аварийный выключатель.
_ перед выполнением работ по техобслуживанию установить главный выключатель в положение «Выключено» и заблокировать его.
— Техобслуживание следует проводить регулярно и квалифицированно.
— Приведённые в таблице интервалы проведения техобслуживания являются ориентировочными. Возможны значительные отклонения от этих величин. Поэтому интервалы проведения техобслуживания при необходимости должны устанавливаться в соответствии с конкретными условиями эксплуатации.
— Для смазки следует использовать указанные смазочные вещества или те, о которых точно известно, что они равноценны.
— Детали установки не требуют дополнительной смазки. Они подлежат лишь чистке и общему наблюдению.
— Электросхемы находятся в распределительном шкафу .
— Не опрыскивать машину водой.
— Не чистить машину с помощью пароструйного аппарата.
— Не смазывать ножевую розетку жиром.
— Не чистить ограничительное кольцо с металлическим шибером.
Рисунок — 4.5 Узловая смазка привода машины
1 и 2 — еженедельно чистить и смазывать маслом; 3 — защёлку смазывать один раз в неделю средством Ретинакс; 4 — ежеквартально смазывать посредством лубрикатора.
Рисунок — 4.6 Узловая смазка штампующего тестоделителя
1 — в течение первых 6 месяцев слегка смазывать нижнюю сторону чаши штампующего тестоделителя.
Рисунок — 4.7 Смазка подшипников
1 — ежеквартально смазывать посредством лубрикатора.
Таблица 4.1 — Таблица работ по чистке и техобслуживанию
Ежедневные работы по чистке и техобслуживанию | |||
Место проведения работы | Вид работы | Примечания | |
Ограничительное кольцо и ножевая розетка | Прочистить холодной или тёплой водой | Демонтировать ограничительное кольцо и ножевую розетку Указание: Не сушить ножевую розетку в печи. Не оставлять ножевую розетку в воде. | |
Еженедельные работы по чистке и техобслуживанию | |||
Место проведения работы | Вид работы | Примечания | |
Машина | Очистить | Очищайте раз в неделю машину от мучной пыли и остатков теста. При этом поднимите также колпак и удалите мучную пыль из верхней части. Масло следует ежегодно менять. Все остальные детали — в том числе заполненные маслом приводы управления — не требуют техухода. | |
Ежемесячные работы по чистке и техобслуживанию | |||
Место проведения работы | Вид работы | Примечания | |
Привод двигателя | Проверить клиновый ремень и его натяжение | Проверить клиновый ремень и его натяжение, чтобы своевременно заменить быстроизнашивающиеся детали. | |
Смазка роликовой цепи поставленным с машиной маслом. | |||
Не использовать бензин для удаления масляных пятен или масляной пыли. Взрывоопасно! | |||
Тормозной цилиндр | Смазать | Если со временем при резке будет происходить резкий удар, то достаточно в патрубок тормозного цилиндра залить краев Шел-Теллус 29. Смажьте блокирующий рычаг для предотвращения появления коррозии в месте посадки и помех при работе. | |
4.3 Ремонт автоматической тестоделительной и тесторазделочной машины для мелкоштучных хлебобулочных изделий РОТАМАТ EN
4.3.1 Износ детали, метод восстановления В ходе работы автоматической тестоделительной и тесторазделочной машины РОТАМАТ EN, произошла разбивка шпоночного паза вала.
При ремонте изношенных шпоночных соединений поврежденную шпонку заменяют новой нормального или увеличенного размера. В связи с этим ремонт шпоночных пазов на валу рекомендуется производить: расширением изношенного шпоночного паза (на 10—15%) под шпонку увеличенного размера; фрезерованием шпоночного паза под шпонку нормального размера в другом месте, смещенном на 90 или 120° к поврежденному пазу; наплавкой стенок изношенных пазов с последующим фрезерованием их под нормальный размер.
4.3.2 Методы испытания машины после ремонта Для проверки качества ремонта каждую машину подвергают пробному пуску, при котором производят наладку и регулирование взаимодействующих ее частей и узлов на холостом ходу. Затем производят обкатку машины в течении 15−30 мин.
После окончания обкатки, машину останавливают, проверяют подшипники и трущиеся узлы, а также места с минимальным зазором на наличие следов трения, задиров.
После устранения обнаруженных дефектов и окончательной регулировки, машину снова собирают и подвергают техническим испытаниям после средних и капитальных ремонтов, чтобы установить соответствие ее проектной производительности. Для этого машину включают в работу с полной проектной нагрузкой в течение времени, достаточного для получения данных характеризующих ее производительные показатели: производительность 30−40 рыб/мин и другие определенные показатели для сдачи ее в постоянную эксплуатацию. Также проверяют температуру подшипников до 40 с помощью термопары; надежность работы защитных узлов. В процессе испытаний наблюдают за уровнем шума в узлах и механизмах.
4.3.3 Методы испытания машины после ремонта По окончании сборки необходимо определить ее качество — правильность соединения деталей, их взаимодействия между собой и др. с этой целью в сборочных цехах производят контроль и испытания сборочных агрегатов. Требования, предъявляемые при контроле, должны соответствовать техническим условиям, установленным на приемку готовой продукции. После окончательного контроля готовое изделие регулируют и испытывают. Испытания готовых агрегатов подразделяют на три вида: приемочные, контрольные и специальные.
Приемочные испытания дают возможность выявить правильность взаимодействия отдельных деталей и сборочных единиц, качество их изготовления, производительность, расход масла и т. д. показателями неудовлетворительной работы машин являются перерасход топлива, нагрев подшипников, стук и шум в отдельных сборочных единицах и быстрый износ некоторых деталей.
Контрольные испытания — повторные испытания, проводимые в том случае, если в результате приемочных испытаний выявились недостатки в работе агрегатов.
Специальные испытания, служащие для проверки машины и отдельных ее узлов, проводят на специальных стендах, которые в процессе испытаний можно регулировать. Стенды должны быть оборудованы необходимыми приборами, нагрузочными тормозами, трубопроводами и т. п. Специальные испытания проводят в двух режимах — на холостом ходу и под нагрузкой.
Испытания на холостом ходу позволяют проверить взаимодействие частей агрегата и приработку отдельных его деталей. Агрегат устанавливают на стенде и приводят в движение сначала на малых скоростях, наблюдая за работой отдельных его частей, смазочной системы, состоянием трущихся частей. Постепенно скорости перемещения исполнительных механизмов агрегата увеличивают до нормальных значений. Если агрегат работает нормально, то испытания заканчивают.
Испытания под нагрузкой проводят с целью проверки эксплуатационных технических качеств машины. Их характер и продолжительность предусматриваются операционной картой. Во время испытаний наблюдают за температурой охлаждающей жидкости, давлением в смазочной системе, расходом топлива и т. д. нагрузку в процессе испытаний постепенно изменяют при помощи тормозного устройства, доводя ее значение до нормального.
Какие-либо незначительные дефекты, обнаруженные в процессе испытаний под нагрузкой, по возможности устраняют непосредственно на стенде, более существенные дефекты ликвидируют на специальном ремонтном стенде. После устранения дефектов машину возвращают на повторные испытания.
Отрегулированная и проверенная машина может эксплуатироваться.
5. Экономическая часть
5.1 Расчет затрат на монтаж автоматической тестоделительной и тесторазделочной машины для мелкоштучных изделий РОТАМАТ EN
5.1.1 Расчет потребности в рабочих Исходные данные:
Ti=250 нчас Произведем расчёт необходимого количества монтажников и слесарей
(5.1.1)
где трудоёмкость монтажа, ;
число смен в сутках, ;
действующий фонд рабочего времени одного рабочего;
число календарных дней в течении которых производится монтаж;
Коэффициент, учитывающий потери времени независящие от рабочего;
Определим действующий фонд рабочего времени одного рабочего;
(5.1.2)
где количество часов в смену, ;
подготовительно заключительное время, ;
время на личные нужды и отдых рабочих,
Тогда Определяем число календарных дней в течении которых производится монтаж:
(5.1.3)
Тогда Примем «1» монтажника, «1» слесаря и «1» наладчика Определим фонд заработной платы по факту:
Увеличить заработную плату в 1,1 раза за условия выполнения работ
(5.1.4)
Заработная плата увеличилась на 3200 руб.
Величина плановых накоплений, равна 6%;
(5.1.5)
Удорожание за малый объём работ, равен 7%;
(5.1.6)
Удорожание за зимнее время проведения работ, 14%;
(5.1.7)
Фактическая сметная стоимость определяется суммой поправок;
(5.1.8)
5.2 Расчёт затрат на техническое обслуживание и ремонт автоматической тестоделительной и тесторазделочной машины для мелкоштучных хлебобулочных изделий РОТАМАТ EN
5.2.1 Расчет времени простоя оборудования в ремонте Определяем время простоя оборудования во время эксплуатации и в ремонтный период. Длительность простоя оборудования в ремонте рассчитывают по формуле:
(5.2.1)
где — трудоёмкость слесарных работ при очередном ремонте, чел-час;
— численность рабочих в ремонтной бригаде, чел;
— коэффициент выполнения норм выработки;
— длительность смены, час;
— число смен работы ремонтников;
— удельный вес полезного времени в календарном фонде времени, доли единицы.
Он определяется из баланса рабочего времени
(5.2.2)
где — полезный фонд времени одного рабочего ремонтной бригады за ремонтный период, час;
— календарный фонд рабочего времени одного среднесписочного работника Таблица 5.2.1 — Баланс рабочего времени
Показатели | Дни/часы | |
1. Календарное время | 365/2920 | |
2. Выходные дни | 104/832 | |
3. Праздничные дни | 14/112 | |
4. Номинальный фонд рабочего времени | 247/1976 | |
5. Оплачиваемые неявки на работу | 44/352 | |
В том числе: а) очередные и дополнительные отпуска | 22/224 | |
б) отпуска на учёбу | 10/80 | |
в) отпуска по беременности и родам | ; | |
г) неявки по болезням | 10/80 | |
д) выполнение государственных обязанностей | 2/16 | |
6. Эффективный фонд рабочего времени | 203/1624 | |
Удельный вес полезного времени в календарном фонде времени:
Таблица 5.2.2- Расчет простоя оборудования
Показатели | Виды технических воздействий | ||||
Осмотр | Малый ремонт | Средний ремонт | Капитальный ремонт | ||
1Трудоёмкость слесарных работ, ч-час | 76.5 | ||||
2 Численность ремонтной бригады, чел | |||||
3 Коэффициент выполнения норм выработки | 1.4 | 1.4 | 1.4 | 1,4 | |
4 Удельный вес полезного времени в календарном фонде времени | 0,56 | 0,56 | 0,56 | 0,56 | |
5 Число смен работы ремонтников в сутки | |||||
6 Длительность смены, час | |||||
7 Время простоя оборудования в ремонте, час | 3.04 | 5,38 | 3,83 | 2,98 | |
Время простоя оборудования в ремонте в 2014 году составит 15,5 часов.
Таблица 5.2.3 — Расчет тарифного фонда зарплаты бригады ремонтников
Вид технического воздействия | Разряд 5 количество рабочих 1 | Разряд 4 количество рабочих 1 | Итого | ||||||
ЧТС руб. | Трудоёмкость чел — час | Сумма руб. | ЧТС руб. | Трудоёмкость чел — час | Сумма руб. | Трудоёмкость чел — час | Сумма руб. | ||
Осмотр | 53.04 | 76,5 | 4057,56 | 45.7 | 76,5 | 3496,05 | 76,5 | 7553,55 | |
Малый ремонт | 53.04 | 7160,4 | 45.7 | 6169,5 | 13 329,9 | ||||
Средний ремонт | 53.04 | 5091,84 | 45.7 | 4387,2 | 9479,04 | ||||
Капитальный ремонт | 53.04 | 45.7 | 3427,5 | 7405,5 | |||||
5.2.2 Расчет стоимости ремонтных работ Для определения стоимости работ составляем сметно-финансовый расчет затрат на ремонт.
Трудоёмкость работ вспомогательных рабочих составляет 80% трудоёмкости работ основных рабочих, трудоёмкость работ рабочих механических мастерских определяется как разность общей трудоёмкости и трудоёмкости работ вспомогательных рабочих. Расчет зарплаты вспомогательных бригад ведется исходя из ставки 3 разряда, механических мастерских — из расчета 3,5 разряда (ЧТС 3,5 разряда рассчитать как среднюю между 3 и 4 разрядами).
Премии составляют 25% от тарифного фонда зарплаты, доплаты — 6% тарифного заработка, дополнительная зарплата 9% основной зарплаты, т. е. суммы тарифного заработка, премий и доплат.
Отчисления в социальные фонды — 30% от фонда заработной платы.
Резерв на неучтенные работы — 6% тарифного заработка.
Стоимость материалов рассчитывается в процентах к тарифному фонду зарплаты рабочих — ремонтников. Стоимость материалов зависит от вида ремонта и составляет — при капитальном ремонте 300%, при среднем ремонте — 120%, при малом ремонте — 60%, при профилактическом — 20% тарифного фонда зарплаты ремонтников. Транспортные расходы на материалы составляют 15% стоимости материалов.
Прочие затраты — 13% тарифного заработка рабочих — ремонтников Резерв на неучтенные работы 6% фонда заработной платы, т. е. суммы основной и дополнительной заработной платы расходы на содержание механических мастерских.
Таблица 5.2.4 — Сметно-финансовый расчёт затрат на ремонтные работы
Показатели | Осмотр | Малый ремонт | Средний ремонт | ||||
Чел-час | Сумма руб. | Чел-час | Сумма руб. | Чел-час | Сумма руб. | ||
Объём работ, выполненных основными ремонтными бригадами и оплата по тарифу | 76,5 | 7553,55 | 13 329,9 | 9479,04 | |||
Объём работ вспомогательных бригад и оплата по тарифу | 61,2 | 6042,8 | 10 663,9 | 76,8 | 7583,2 | ||
Объём работ механических мастерских и оплата по тарифу | 15,3 | 1510.71 | 2665.98 | 19.2 | 1895.8 | ||
Итого объём работ и оплата по тарифу | 15 107,1 | 26 659,8 | 18 958,08 | ||||
Премии 25% | ; | 3776,8 | ; | 6664,9 | ; | 4739,5 | |
Доплаты 6% | ; | 906,4 | ; | 1599,6 | ; | 1137,5 | |
Итого основная зарплата | ; | 19 790,3 | ; | 34 924,3 | ; | 24 835,1 | |
Дополнительная зарплата 9% | ; | 1781,1 | ; | 3143,2 | ; | 2235,2 | |
Итого фонд зарплаты | ; | 21 571,4 | ; | 38 067,5 | ; | 27 070,3 | |
Отчисления в социальные фонды 30% | ; | 6471,4 | ; | 11 420,3 | ; | 8121,1 | |
Итого затраты на заработную плату | ; | 28 042,8 | ; | 49 487,8 | ; | 35 191,4 | |
Резерв на неучтенные работы 6% | ; | 1294,3 | ; | 2284,1 | ; | 1624,2 | |
Расходы на содержание механических мастерских, 6% | ; | 1294,3 | ; | 2284,1 | ; | 1624,2 | |
Стоимость материалов | ; | 3021,4 | ; | 15 995,9 | ; | 22 749,7 | |
Транспортные расходы на материалы 15% | ; | 453,21 | ; | 2399,4 | ; | 3412,5 | |
Прочие затраты 13% | ; | 1963,9 | ; | 3465,8 | ; | 2464,6 | |
Всего: | ; | 30 069,7 | ; | 75 896,9 | ; | 67 066,6 | |
Затраты на ремонтные работы на 2014 год составят 137 033,2 руб.
6. Охрана труда и окружающей среды, промышленная санитария
6.1 Охрана труда при монтаже, эксплуатации и ремонте автоматической тестоделительной и тесторазделочной машины для мелкоштучных изделий POTАMAT EN
6.1.1 Общие положения по охране труда Техника безопасности Охрана труда включает в себя целый комплекс мероприятий по технике безопасности, производственной санитарии и гигиене, а также противопожарной технике.
Техника безопасности изучает технологические процессы и оборудование, применяемое на производстве, анализирует причины, порождающие несчастные случаи и профессиональные заболевания, и разрабатывает конкретные мероприятия для их предупреждения и устранения.
Машина РОТАМАТ EN выполнена очень качественно и аккуратно, рабочая часть закрывается во время работы, по этому во время работы машина не представляет никакой опасности, но к ней применяются стандартные требования безопасности:
1. Не включать (выключать) машину влажными руками
2. Не открывать рабочую часть до полной остановки машины
3. Не протирать машину, не отключив её полностью от сети Пожарная безопасность.
Организация работ по пожарной безопасности включает:
1. Разработку и внедрение системы управления пожарной безопасностью согласно требованиям руководящих документов.
На предприятии должны быть разработаны требования пожарной безопасности, включающие требования к безопасности людей, требования к производственным, служебным и другим помещениям, требования к содержанию и эксплуатации отопления, вентиляции, машин и оборудования, хранению товаров и материалов, обеспечение электробезопасности, требования к содержанию автотранспортных средств и другие, а также порядок совместных действий администрации предприятия и пожарной охраны при ликвидации пожаров.
2. Общее руководство и контроль за состоянием пожарной безопасности на предприятии, контроль за соблюдением законодательных и иных нормативных правовых актов, требований, правил и инструкций по пожарной безопасности. Контроль за выполнением служебных обязанностей подчиненными. Ответственность за организацию пожарной безопасности несет руководитель предприятия. Ответственность за организацию пожарной безопасности в цехах и подразделения несут начальники цехов и руководители подразделений. В их должностных инструкциях должны быть прописаны права, обязанности и ответственность за соблюдением правил пожарной безопасности. На предприятии должны быть оформлены документы по пожарной безопасности. Контроль за соблюдением требований руководящих документов и локальных актов по охране труда, а также за соблюдением на предприятии противопожарного режима осуществляет ответственный за пожарную безопасность предприятия.
3. Обеспечение пожарной безопасности при проведении технологических процессов, эксплуатации оборудовании, производстве пожароопасных работ. Действующие нормативные документы устанавливают жесткие требования к техническому состоянию оборудования (сюда входят машины, станки, механический и ручной инструмент, лифты, конвейеры и другое оборудование, потенциально опасное для человека). Также предъявляются требования по противопожарному состоянию оборудования, и поддержание противопожарного режима при его эксплуатации.
4. Установку и контроль за состоянием средств контроля, оповещения и пожаротушения. На предприятии должен быть издан приказ о проверке систем пожаротушения и автоматической пожарной сигнализации, а также об ответственном за их исправное состояние. Количество первичных средств пожаротушения в помещениях определяется в зависимости от категории этих помещений, согласно «НПБ 105−95″ Определение категорий помещений, зданий и наружных установок по взрывопожарной и пожарной опасности». Согласно этому документу помещения по взрывопожарной и пожарной опасности подразделяются на категории А, Б, В1-В4, Г и Д, а здания — на категории А, Б, В, Г и Д. Так же помещения классифицируются по взрывоопасным зонам согласно ПУЭ, в соответствии с которыми производится выбор электрооборудования.
5. Организацию разработки и обеспечение выделения финансовых средств на реализацию мероприятий по обеспечению пожарной безопасности. Нельзя забывать о том, что вся работа по созданию и поддержанию пожарной безопасности предприятия начинается с составления годового плана противопожарных мероприятий. Исходя из намеченных мероприятий готовится предложение по бюджету предприятия на очередной финансовый год. И, конечно же, без финансирования не может быть качественной противопожарной защиты.
6. Обучение по пожарной безопасности специалистов, служащих и рабочих включает:
— проведение вводного, первичного, повторного, внепланового и целевого инструктажей;
— организация занятий по пожарно-техническому минимуму;
— проведение учений и противопожарных тренировок.
Обучение мерам пожарной безопасности специалистов и работников предприятия проводится в соответствие с приказом МЧС от 12 декабря 2007 № 645 «Об утверждении Норм пожарной безопасности «Обучение мерам пожарной безопасности работников организаций» .
7. Обеспечение электробезопасности на предприятии. Обеспечение электробезопасности на предприятии важно не только с точки зрения защиты людей от поражения электрическим током, но и в целях пожаробезопасности. По статистике, около половины пожаров происходят из-за нарушений электробезопасности. Для организации работ по обеспечению электробезопасности приказом руководителя назначается ответственное лицо за электрохозяйство предприятия.
На него возлагаются следующие обязанности: обеспечение безопасности работ в электроустановках, организация систематического проведения замеров сопротивления изоляции и заземления, контролировать соблюдение работниками предприятия требований правил, норм, инструкций по охране труда в области электробезопасности, организовывать разработку и внедрение более совершенных блокировочных, отключающих, защитных устройств, обеспечивающих безопасность монтажа, ремонта и обслуживания энергетического оборудования и другие.
8. Составление плана эвакуации при пожаре. Для составления плана эвакуации людей и материальных ценностей в случае возникновения пожара администрация предприятия назначает специальное лицо или организует комиссию (для крупных предприятий). В состав комиссии входят: председатель пожарно-технической комиссии, заместитель руководителя предприятия по административно — хозяйственной части и начальник пожарной охраны предприятия или ДПД. Комиссия или специально выделенное лицо изучают планировку здания и территории для выявления возможных схем движения людей и автотранспорта при эвакуации. На основании изучения планировки составляются маршруты движения людей из различных помещений. Исходя из конкретных маршрутов движения, комиссия назначает ответственных за безопасную эвакуацию людей, оповещение о пожаре и встречу пожарных подразделений, а также эвакуацию материальных ценностей, автотранспорта и тушение пожара первичными средствами. При установлении порядка эвакуации транспортных единиц комиссия определяет порядок дежурств в ночное время, выходные и праздничные дни, а также местонахождение ключей зажигания.
При установлении порядка эвакуации материальных ценностей комиссия уточняет места хранения документации и пожароопасных материалов, а также действующие и запасные въезды на территорию предприятия, пригодные для проезда пожарных автомобилей. План эвакуации утверждается руководителем предприятия и издается приказ о введении его в действие. Намечаются сроки изучения и практической отработки плана эвакуации с работниками предприятия. Контроль за изучением плана эвакуации и обучением персонала возлагается на руководителя предприятия. Руководитель предприятия обязан по мере изменения обстановки своевременно вносить изменения в план эвакуации, заменяя работников, выбывших из предприятия. Вновь назначенные работники должны быть ознакомлены с их обязанностями по плану эвакуации.
Правила пожарной безопасности в цехах предприятия:
Все цеха предприятия должны соответствовать требованиям пожарной безопасности по ГОСТ 12.1.004−91 и иметь средства пожаротушения по ГОСТ 12.4.009−83.
Цех должен быть оснащен пожарными кранами с пожарными рукавами. В каждом рабочем помещении должны быть в наличии огнетушители и песок.
В цехах на видном месте должен быть вывешен план эвакуации сотрудников в случае возникновения пожара.
6.1.2 Меры безопасности при обслуживании автоматической тестоделительной и тесторазделочной машины для мелкоштучных хлебобулочных изделий РОТАМАТ EN
Машина РОТАМАТ EN выполнена очень качественно и аккуратно, рабочая часть закрывается во время работы, по этому во время работы машина не представляет никакой опасности, но к ней применяются стандартные требования безопасности:
1. Не включать (выключать) машину влажными руками
2. Не открывать рабочую часть до полной остановки машины
3. Не протирать машину, не отключив её полностью от сети
6.1.3 Электробезопасность при обслуживании автоматической тестоделительной и тесторазделочной машины для мелкоштучных хлебобулочных изделий РОТАМАТ EN
Согласно требованиям нормативных документов, безопасность электроустановок обеспечивается следующими основными мерами:
1) недоступностью токоведущих частей;
2) надлежащей, а в отдельных случаях повышенной (двойной) изоляцией;
3) заземлением или занулением корпусов электрооборудования и элементов электроустановок, могущих оказаться под напряжением;
4) надежным и быстродействующим автоматическим защитным отключением;
5) применением пониженных напряжений (42 В и ниже) для питания переносных токоприемников;
6) защитным разделением цепей;
7) блокировкой, предупредительной сигнализацией, надписями и плакатами;
8) применением защитных средств и приспособлений;
9) проведением планово-предупредительных ремонтов и профилактических испытаний электрооборудования, аппаратов и сетей, находящихся в эксплуатации;
10) проведением ряда организационных мероприятий (специальное обучение, аттестация и переаттестация лиц электротехнического персонала, инструктажи и т. д.).
6.2 Мероприятия по охране окружающей среды и промышленная санитария на предприятии УПБ «ЕМРТ»
Проект охраны окружающей среды разрабатывается в соответствии с требованиями «Пособия по составлению раздела проекта (рабочего проекта) «Охрана окружающей природной среды» к СНиП 1.02.01−85, разработанного ЦНИИпроектом.
При составлении данного раздела проекта необходимо руководствоваться законодательством РФ, руководящими материалами и нормативно-методическими документами по охране окружающей среды и рациональному использованию природных ресурсов, с учетом положений различных СНиП, нормативных документов, инструкций, ГОСТов, регламентирующих или отражающих требования по охране природы при строительстве и эксплуатации промышленного объекта.
Вопросы охраны природы и рационального использования природных ресурсов должны рассматриваться с полным учетом особенностей природных условий района расположения проектируемого предприятия, оцениваться по его влиянию на экологию прилегающего района, возможности предупреждения негативных последствий в ближайшей и отдаленной перспективе.
Охрана окружающей природной среды при строительстве и эксплуатации промышленного предприятия, сооружения заключается в осуществлении комплекса технических решений по рациональному использованию природных ресурсов и мероприятий по предотвращению отрицательного воздействия проектируемого предприятия на окружающую среду.
При проектировании предприятий, зданий и сооружений, при создании и совершенствовании технологических процессов и оборудования должны предусматриваться меры, обеспечивающие минимальные валовые выбросы загрязняющих веществ, путем внедрения безотходных технологий и утилизации отходов производства, а также внедрения современных методов и оборудования очистки выбросов вредных веществ в окружающую природную среду.
В раздел «Охрана окружающей среды» необходимо включить, кроме экономической оценки эффективности природоохранных мероприятий, материалы оценки воздействия проектируемого промышленного комплекса, предприятия или сооружения на окружающую среду, здоровье населения и природные ресурсы (ОВОС) с экономической оценкой возмещения материального и социального ущерба.
На стадии выбора площадки строительства и запроса технических условий необходимо получить данные фоновых концентраций вредных веществ в районе проектируемой промплощадки с целью:
определения вклада величины фоновой концентрации действующего производства;
расчета фоновых концентраций на перспективу;
сравнения с нормативными значениями ПДК;
определения возможности начала процесса проектирования.
В случае получения от органов Госкомгидромета значений фоновых концентраций, превышающих величину нормативных ПДК, разработка проектной документации запрещается до согласования данного вопроса компетентными органами (Госкомприродой СССР и местным исполнительным комитетом).
6.2.1 Охрана атмосферного воздуха от загрязнений Хлебопекарные предприятия выбрасывают в атмосферу вредные вещества в составе:
различные виды органической пыли (мучная, сахарная) при приеме, хранении и подготовке сырья;
пары этилового спирта и углекислого газа при брожении теста;
пары этилового спирта, летучих кислот (уксусной) и альдегидов (уксусных) при выпечке хлебобулочных изделий;
акролеин при выпечке формового и подового хлеба;
пары этилового спирта, летучих кислот (уксусной), альдегидов (уксусных) при остывании и хранении выпеченных изделий;
окись углерода и окислы азота от хлебопекарных печей при использовании в качестве топлива природного газа;
пыль древесная, сварочный аэрозоль, окислы марганца, аммиак, окись углерода и окислы азота, пары щелочи — от вспомогательного производства.
Нормирование выбросов загрязняющих веществ в окружающую природную среду производится путем установления предельно допустимых выбросов этих веществ в атмосферу (ПВД). ПВД — это масса выбросов вредных веществ в единицу времени от данного источника или совокупности источников загрязнения атмосферы города или другого населенного пункта с учетом перспективы развития промышленного предприятия и рассеивания вредных веществ в атмосфере, создающая приземную концентрацию, не превышающую их предельно допустимые концентрации (ПДК) для населения, растительного и животного мира.
ПВД является основой для планирования мероприятий и проведения экологической экспертизы по предотвращению загрязнения атмосферы. Нормативы ПВД в целом для предприятия должны устанавливаться в совокупности значений ПВД для отдельных действующих, проектируемых и реконструируемых источников загрязнения. Расчет величины нормативов ПВД производится на основания рекомендаций «Методики расчета концентраций в атмосферном воздухе вредных веществ, содержащихся в выбросах предприятий» .
Объем и содержание проекта нормативов ПВД определяются исходя из категории предприятия согласно «Рекомендациям по оформлению и содержанию проекта нормативов предельно допустимых выбросов в атмосферу (ПВД) для предприятий», разработанным Госкомприродой СССР.
Оценка категории предприятия по ПВД проводится исходя из значения параметра «ПФ», определяемого согласно требованиям ОНД-86, и результатов значения приземной концентрации на границе санитарно-защитной зоны. Предприятия хлебопекарной промышленности относятся, как правило, к предприятиям III и IV категорий.
Таблица 6.2.1 — Удельные показатели выбросов хлебопекарного производства
Технологические операции | Выбросы загрязняющих веществ, кг/т продукции | |||||
Пыль мучная | этиловый спирт | Летучие кислоты (уксусная) | альдегиды (уксусные) | акролеин | ||
Прием, хранение и подготовка сырья | 0,017 | ; | ; | ; | ; | |
Выпечка | ; | 1,6 | 0,155 | 0,03 | 0,676 ґ 10−6 | |
Остывание и хранение выпеченных изделий | ; | 0,2 | 0,03 | 0,002 | ; | |
Примечание. При получении муки в таре на операции приема и хранения сырья выброс мучной пыли составляет 0,15 кг/т готовой продукции.
Удельные показатели выбросов загрязняющих веществ хлебопекарного производства на 1 т продукции даны по технологическим операциям.
Для предприятий, их отдельных зданий и сооружений с технологическими процессами, являющимися источниками производственных вредностей, предусмотрена санитарная классификация, учитывающая мощность предприятия, условия осуществления технологических процессов, характер и количество выделяющихся в окружающую среду вредных и неприятно пахнущих веществ, шум, вибрацию.
По санитарной классификации согласно СИ 245−71 предприятия хлебопекарной отрасли промышленности относятся к V классу с санитарно-защитной зоной размером 50 м.
Размеры санитарно-защитной зоны (СЗЗ), установленные в санитарных нормах проектирования промышленных предприятий, должны проверяться расчетом загрязнения атмосферы в соответствии с требованиями ОНД-86, с учетом перспективы развития предприятия и фактического загрязнения атмосферного воздуха. Определение размера санитарно-защитной зоны сводится к комплексному расчету рассеивания вредных веществ, удаляемых всеми источниками (наземными, линейными и точечными), с учетом суммации их действия и наличия загрязнений, создаваемых соседними предприятиями и транспортом.
Полученные по расчету размеры санитарно-защитной зоны должны уточняться как в сторону увеличения, так и в сторону уменьшения, в зависимости от среднегодовой розы ветров района расположения предприятия.
Размер санитарно-защитной зоны до границы жилой застройки для производственных и отопительных котельных устанавливается от дымовых труб.
При определении размеров санитарно-защитной зоны расчеты рассеивания вредных веществ, содержащихся в выбросах нескольких источников, рассредоточенных на промплощадке как с учетом фона местности, так и без него, целесообразно выполнять на ЭВМ, используя созданные унифицированные программы расчетов загрязнения атмосферы.
Допускается расчет рассеивания выполнять вручную с помощью «Методики расчета концентраций в атмосферном воздухе вредных веществ, содержащихся в выбросах предприятий»
6.2.2 Мероприятия по борьбе с шумами и вибрацией Основными источниками шума предприятий хлебопекарной отрасли промышленности являются:
технологическое оборудование;
энергетическое оборудование: котельные, компрессорные, насосные и холодильные станции, вентиляторные градирни, трансформаторные подстанции;
системы вентиляции и кондиционирования, как общеобменные, так и местные отсосы, крышные вентиляторы, пневмотранспорт и аспирационные системы с пылеулавливающими установками.
По всем выявленным источникам шума следует выполнять расчеты и предусматривать мероприятия по снижению шума в соответствии с требованиями СНиП II-12−77.
Мероприятия по снижению шума на площадках промышленных зданий, а также на территории жилой застройки, прилегающей к предприятию, следует предусматривать прежде всего при разработке планировочных, технологических и архитектурно-строительных решений.
При разработке решений по снижению шума следует применять архитектурно-планировочные и строительно-акустические методы. Выбор средств снижения шума, определение необходимости и целесообразности их применения следует производить на основе акустического расчета.
При использовании оборудования, имеющего повышенный уровень шума и вибрации, следует предусматривать:
установку оборудования в отдельном или изолированном помещении (венткамеры);
установку глушителей на воздуховодах и воздухозаборных камерах;
установку оборудования на виброизолирующие прокладки;
облицовку помещений звукопоглощающими несгораемыми материалами;
установку шумопоглощающих экранов, перегородок, кулис;
установку вибрирующих агрегатов на отдельные фундаменты или массивные блоки-основания с виброгасящими прокладками;
отделку ограждающих конструкций помещений акустическими материалами.
Для снижения производственного шума и вибрации от компрессорных установок следует предусматривать:
размещение пульта управления для компрессоров в изолированном помещении;
изоляцию всасывающих труб компрессоров;
установку глушителей на всасывающем патрубке и выхлопном воздуховоде компрессора;
установку компрессоров на специальные фундаменты.
Для снижения вибрации и вибрационного шума от вентиляционного оборудования следует предусматривать:
а) установку вентиляторов на виброизолирующие пружинно-резиновые амортизаторы;
б) мягкие вставки в местах присоединения воздуховодов к вентиляторам;
в) вентиляцию воздуховодов виброгасящим материалом, начиная от вентилятора № 8 на протяжении 1−7 м от места присоединения к вентиляторам;
г) мягкие прокладки на воздуховоды в местах прохождения через строительные конструкции, начиная с вентилятора № 6;
д) покрытие воздуховодов, проходящих через цехи и другие помещения, вибродемпфирующей мастикой.
Заключение
В данном дипломном проекте изучены монтаж, техническая эксплуатация и ремонт автоматической тестоделительной и тесторазделочной машины для мелкоштучных хлебобулочных изделий РОТАМАТ EN.
В технико-экономическом обосновании проекта, обоснована актуальность темы и дано подробное описание конструкции автоматической тестоделительной и тесторазделочной машины для мелкоштучных хлебобулочных изделий РОТАМАТ EN.
В технологической части приведена технологическая схема производства булочек «Десертных», с описанием всех технологических процессов.
В расчетной части проекта выполнен конструктивный и кинематический расчёты, а также расчёты клиноременной передачи, вала, шпоночного соединения, фундамента и подобраны подшипники — шариковый радиальный однорядный № 204.
В экономической части произведен расчет затрат на монтаж автоматической тестоделительной и тесторазделочной машины для мелкоштучных хлебобулочных изделий РОТАМАТ EN, который составил — 71 780руб, рассчитал тарифный фонд зарплаты бригады ремонтников, он составил 35 200 руб. По данным расчетам определил, что данная машина дает дополнительную прибыль, которая может быть использована в развитии предприятия.
Таким образом, предприятие является рентабельным.
В монтажной части описаны мероприятия по монтажу, техническому обслуживанию и ремонту автоматической тестоделительной и тесторазделочной машины для мелкоштучных хлебобулочных изделий РОТАМАТ EN.
В последнем разделе описана охрана труда при монтаже, эксплуатации и ремонте данного станка.
Описаны основные мероприятия по охране окружающей среды и промышленная санитария на УПБ «ЕМРТ»
Список использованных источников
1. Машины и аппараты пищевых производств. В3 кн. М38 Кн. 1/с. Т Антипов И. Т. Кретов А.Н. Остриков и др.; Под ред. Акад. РАСХН В. А. Панфилова. — 2-е изд., перераб. И доп. — М.: КолосС. 2009 — 610 с: ил. — (Учебник и учебн. пособия для студентов высш. учеб. Заведений)
2. Анурьев В. И. Справочник конструктора-машиностроителя: В3-х т. Т. 1. — 5-е изд., перераб. и доп. — М.: Машиностроения, 1979 — 728 с.
3. Инструкция по эксплуатации машины POTOMAT EN.
4. А. Е. Шейнблит, «Курсовое проектирование деталей машин» Учебное пособие для техникумов. — Москва «Высшая школа» 1991. — 432
5. Лазарев И. А. Ремонт и монтаж оборудования предприятий пищевой промышленности. — М.: Легкая и пищевая пром-ность, 1981 — 224 с.
6. Оформление дипломного проекта. Методическое пособие для специальности 150 411. Е. Н. Горбанёва, Н. Ю. Ильященко — ЕМРТ, 2014
7. Суворов С. Г., Суворова Н. С. Машиностроительное черчение в вопросах и ответах: Справочник. — М.: Машиностроение, 1984. — 352 с., ил.
8. Аксенов А. П. Экономика предприятия: Учебник / А. П. Аксенов, И. Э. Берзинь, Н. Ю. Иванова; Под ред. С. Г. Фалько. — М.: КноРус, 2013. — 350 c.