Патрон разжимной кулачковый и вилка-фланец карданного вала среднего моста
Назначение и принцип работы проектируемого приспособления Зажимное приспособление — патрон разжимной кулачковый. Является вспомогательным сменным устройством, устанавливаемом на станках и предназначенный для повышения производительности и точности обработки, расширения технологических возможностей станка и облегчения условий работы станочника. Относится к группе специализированных приспособлений… Читать ещё >
Патрон разжимной кулачковый и вилка-фланец карданного вала среднего моста (реферат, курсовая, диплом, контрольная)
Министерство образования и науки РФ Камский Государственный Автомеханический техникум Шифр 151 901.3474.00.00.00.
КУРСОВОЙ ПРОЕКТ по дисциплине «Технологическая оснастка»
на тему: «Патрон разжимной кулачковый и вилка-фланец карданного вала среднего моста»
Содержание Введение
1. Описание конструкции приспособления, детали.
1.1 Анализ конструкции детали
1.2 Назначение и принцип работы проектируемого приспособления
2. Разработка схемы базирования
2.1 Определение метода базирования заготовки
2.2 Разработка схемы базирования
3. Разработка схемы закрепления
3.1 Определение и расчет погрешности базирования
3.2 Определение схемы направления сил зажима и сил резания
4. Расчет сил резания, коэффициентов трения и надежности закрепления
4.1 Разработка расчетной схемы и определение силы закрепления
4.2 Выбор привода и силового механизма
4.3 Расчет основных параметров приспособления
5. Расчет прочностных характеристик
6. Контрольные приспособления
7. Загрузочно-транспортные устройства
8. Определение экономической эффективности приспособления
9. Результатирующая часть Список литературы Введение Технологическая оснастка является переменной частью технологического оснащения. Назначение технологической оснастки — обеспечивать, менять и расширять технологические возможности оборудования, поэтому срок её службы на один порядок более ниже срока службы оборудования.
Разновидность систем технологической оснастки определяется типом производства. В массовом производстве приоритетным является применение специальной неразборной технологической оснастки. В серийном производстве — специализированной и унифицированной технологической оснастки, обладающей свойством обратимости. В единичном производстве — специальной неразборной и универсально — наладочной технологической оснастки.
Станкостроение прошло интересный путь развития. Все машины — это детища машиностроительных заводов. На этих заводах работают металлообрабатывающие станки — это те машины, с помощью которых изготовляют части — детали любых машин: автомобилей и самолетов, турбин и двигателей внутреннего сгорания, всех рабочих машин, в том числе и самих металлообрабатывающих станков.
Существенно повысить производительность механической обработки можно лишь при резком сокращении вспомогательного времени благодаря применению прогрессивной технологической оснастки, в частности быстродействующих механизированных приспособлений.
Технологическая оснастка в машиностроении — это приспособления, предназначенные для установки и закрепления заготовок в требуемом положении относительно рабочих органов станка и режущих инструментов, служащие для транспортировки деталей или изделий.
Машиностроение — важнейшая отрасль в развитии народного хозяйства, так как все отрасли зависят от машиностроения.
Большое значение для народного хозяйства имеет развитие машиностроения. Затраты на установление, приобретение и эксплуатацию разнообразной технологической оснастки составляет 20% от стоимости оборудования, а себестоимость и сроки подготовки производства в основном определяются величиной затрат труда и времени, для проектов и изготовления технологической оснастки. Наибольший удельный вес в общий массе оснастки имеют станочные приспособления.
За последнее время повысился механизации и автоматизации приспособления, а также проведена большая работа по стандартизации их деталей, узлов и отдельных конструкций. Применение переналаживаемых и универсальных станочных приспособлений, а также универсальных приводов резко снижает затраты и времени на подготовку производства.
При комплексной автоматизации обработки на станках, приспособления проектируется с полуавтоматическим циклом работы. В современном машиностроении все больше распространение получает технологическая оснастка из стандартных деталей и узлов. Применение стандартных приспособлений способствует решению двух основных задач:
1. Обеспечение заданной точности обработки.
2. Повышение производительности.
1. Описание конструкции приспособления, детали
1.1 Анализ конструкции детали Деталь — вилка-фланец карданного вала среднего моста. Деталь изготовляется из углеродистой стали 35. Сталь качественная калиброванная (холоднотянутая).
Деталь изготовлена штамповочным методом, поэтому конфигурации наружного контура и внутренних поверхностей не вызывает значительных трудностей при получении заготовки.
Тем не менее даже при этом штамповка должна производится с применением стержня, формирующих как внутренние полости, так и рёбра с боковых сторон, особенно технологично 4 отверстия диаметром 15 мм и 2 отверстия диаметром 50 мм.
Тоже самое относится и к внутренней обрабатываемой поверхности диаметром 95 -0,07. Это отверстие должно быть выполнено в пределах указанных отклонений с точностью до 0,07 мм.
Единственным способом достижения указанной точности является окончательная расточка отверстий на алмазно-расточном станке. Нетехнологичны в данной конструкции неперпендикулярные поверхности, что приводит к образованию острой кромки и необходимости введения слесарно-зачистных операций ручной обработки.
В основном деталь достаточно технологична допускает применение высокопроизводительных режимов обработки, имеет хорошие базовые поверхности для первоначальных операций и довольно проста по конструкции. Расположение крепёжных отверстий как резьбовых, так и гладких допускает многоинструментальную обработку.
1.1.
1.2 Назначение и принцип работы проектируемого приспособления Зажимное приспособление — патрон разжимной кулачковый. Является вспомогательным сменным устройством, устанавливаемом на станках и предназначенный для повышения производительности и точности обработки, расширения технологических возможностей станка и облегчения условий работы станочника. Относится к группе специализированных приспособлений, применяется при обработке группы деталей, сходных по размерам, конфигурации и технологии изготовления. Используют в единичном и серийном производстве, для установки и зажима обрабатываемых деталей.
Деталь, закрепленная в приспособлении, должна быть лишена такого числа степеней свободы, которое обеспечивает неподвижность детали от начала до конца обработки. Требуемое положение обрабатываемой детали в приспособлении и стабильность этого положения в процессе обработки обеспечиваются установочными и зажимными элементами, между которыми деталь устанавливается и закрепляется.
Установочные элементы патрона кулачкового разжимного — называют опорами, которые делятся на основные и вспомогательные. Основными называют неподвижные опоры, координирующие обрабатываемую деталь в трех взаимно перпендикулярных плоскостях, благодаря чему деталь лишена шести степеней свободы относительно приспособления. Основные опоры бывают постоянные, регулируемые и плавающие. В качестве постоянных опор при установке заготовок применяют опорные штыри: плоский — а), сферический — б), рифленый — в), сменный — г), а также пластины.
В тех случаях, когда заготовку устанавливают по необработанным поверхностям и она занимает неустойчивое положение, применяют вспомогательные (подвижные) опоры, которые подводят к детали в точках приложения сил резания или сил зажима после того, как заготовка займет определенное положение на основных опорах.
Зажимные элементы патрона, закрепляя заготовку в приспособлении, обеспечивают прилегание ее базовых поверхностей к основным и вспомогательным опорам и создают силы зажима, противодействующие силам резания. Заготовки с наружной цилиндрической поверхностью закрепляют в призмах, втулках и кольцах, а заготовки с внутренней цилиндрической поверхностью — с помощью оправок и установочных пальцев.
2. Разработка схемы базирования
2.1 Определение метода базирования заготовки Каждое приспособление должно обеспечивать выполнение всех функций, обусловленных операцией. Среди них главной является базирование заготовки, то есть придание ей требуемого положения в приспособлении.
В машине, механизме, станке, детали соединяются между собой, обеспечивая передачу и преобразование движений. В процессе обработки заготовки (детали) закрепляются. Для ориентации заготовок во время обработки на станках, расположения готовых деталей в сборочных единицах (узлах) машин, измерения деталей служат поверхности, линии, точки и их совокупности, которые называются базами. Различают технологические и конструкторские базы. Технологические базы разделяются на установочные и измерительные.
Установочные базы — поверхности (а также линии и точки), служащие для установки заготовки на станке и ориентирующие ее относительно режущего инструмента. Например, торцовая и цилиндрическая поверхности кулачков патрона или торцовая поверхность патрона и цилиндрическая поверхность кулачков, или конические поверхности и центров станка и др. Установочными базами могут быть различные поверхности заготовок, а также центровые гнезда и плоскости.
Конструкторская база — совокупность поверхностей, линий, точек, от которых заданы размеры и положение деталей при разработке конструкции. Конструкторские базы могут быть реальными (материальная поверхность) или геометрическими (осевые линии, точки). При выборе черновых установочных баз руководствуются следующими правилами: базовые поверхности должны быть по возможности ровными и чистыми (не следует, например, принимать за базы поверхности, на которых располагаются линии разъема моделей или заусенцы), базовые поверхности не должны изменяться относительно других поверхностей (не следует, например, брать за базу поверхность литого отверстия, так как его положение может изменяться), за базы рекомендуется принимать поверхности с минимальными припусками или вообще не подвергаемые обработке.
2.2 Разработка схемы базирования Схему базирования выбираю, исходя из требований точности обработки и удобства компоновки приспособления. Погрешность базирования может изменяться в зависимости от выбранной схемы базирования. В тех слу чаях, когда технологические и измерительные базы совпадают, погрешность базирования равна нулю. Это важное положение называют принципом совмещения (единства) баз.
Точное положение заготовки в рабочей зоне станка достигается в процессе установки ее в приспособлении. Процесс установки включает в себя базирование (т.е. придание заготовке требуемого положения относительно выбранной системы координат) и закрепление (т.е. приложение сил и пар сил к заготовке для обеспечения постоянства и неизменности ее положения, достигнутого при базировании).
Для установки заготовки в приспособлении использую несколько баз. Заготовка соприкасается с приспособлением в точках, называемых опорными. Схему расположения опорных точек называют схемой базирования. Каждая опорная точка определяет связь заготовки с выбранной системой координат, в которой осуществляется обработка заготовки.
Чтобы обеспечить ориентированное положение жесткой заготовки (т.е. заготовки, деформациями которой можно пренебречь) призматической формы, на нее необходимо наложить шесть связей, которым соответствуют шесть опорных точек на схеме базирования:
три точки — на установочной базе, лишающие заготовку трех степеней свободы (перемещения вдоль одной координатной оси и поворота вокруг двух других координатных осей);
две точки — на направляющей базе, лишающие заготовку двух степеней свободы (перемещения вдоль одной координатной оси и поворота вокруг другой);
одна точка — на опорной базе, лишающая заготовку одной степени свободы (перемещения вдоль одной координатной оси или поворот вокруг нее).
Это правило базирования жесткой заготовки носит название правила шести точек.
Схему базирования выбираю, исходя из требований точности обработки и удобства компоновки приспособления.
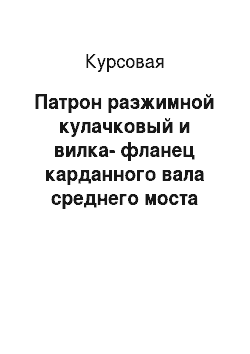
кулачковый патрон привод вилка Схема установа и базирования вала: а — установка вала в центрах, б — базирование вала в центрах, в — установ вала в трехкулачковом патроне, 1,2,3,4,5,6 — опорные точки
3. Разработка схемы закрепления
3.1 Определение и расчет погрешности базирования Погрешность базирования возникает вследствие несовмещения установочной базы с измерительной.
Корпусную деталь, у которой измерительными базами являются поверхности К и L, согласно традиционным представлениям о достижении максимальной точности нужно базировать по тем же поверхностям, при этом осуществляется совмещение технологических и измерительных баз. Однако для станков с ЧПУ имеется возможность достижения более высоких точностей, когда за один установ обрабатывают измерительные базы и все остальные поверхности, размеры для которых отсчитаны от этих баз, а — совмещение технологических и измерительных баз; б — обработка поверхностей за один установ.
В качестве технологических баз могут быть выбраны менее ответственные поверхности, зачастую необработанные, что Особенно характерно для обработки на многооперационных станках.
При закреплении возможны смещения заготовки 1 под действием зажимных сил Qx и Q2, т. е. появление погрешности закрепления б3. Смещение заготовки из положения, определяемого установочными элементами приспособления, происходит вследствие деформаций отдельных звеньев цепи: заготовка — установочные элементы 2 — корпус приспособления 5. Особенно велики деформации в местах контакта базовых поверхностей заготовки с установочными элементами приспособлений.
Выполняя расчет погрешности базирования заготовок в приспособлениях, необходимо отметить, что погрешность для расстояния от оси радиально расположенных отверстий до торца равна нулю (совпадают установочная и измерительная базы), поперечное смещение осевых отверстий при установке в призмы определяется допуском на базовую поверхность заготовки и в данном случае не лимитируется, так как допуск достаточно жесткий, а требования к точности положения осевых Отверстий невелики. Следовательно, проверяется лишь погрешность углового положения радиальных отверстий относительно лысок (точнее, нормалей к ним).
Рассмотрим расчетную схему для нашей детали, на номинальное положение заготовки (точка Л) и предельное повернутое до касания кромкой неподвижной базы (точка, А х) при условии предельного зазора 5 между ними. Величина зазора определяется допуском на размер ОБ, который можно приближенно принять равным половине допуска на общий размер 96 мм, принятый по квалитету JT14. Расчет заключается в определении длины и угловой величины дуги АА, которая и будет определять погрешность углового положения радиальных отверстий.
Из треугольника ААХС, принимая длину дуги примерно равной длине хорды ААХ, находим погрешность базирования, которая примерно равна 1,4°. Отклонение по чертежу не должно превышать 5°, т. е. точность базирования удовлетворительна.
Далее выполняется расчет надежности зажатия. Принимаем диаметр поршня пневмоцилиндра 100 мм и выполняем проверочный расчет, исходя из гипотезы проворачивания заготовки вокруг оси под действием момента резания, равного 32 800 Н-мм. Геометрическим расчетом получаем для детали «палец» при коэффициенте надежности, равном, усилие зажатия, примерно равное 6800 Н. Сопоставление с усилием, развиваемым зажимным механизмом при давлении 400 кПа, показывает, что надежность зажима заготовок вполне удовлетворительна. После компоновки и выполнения прочностного проверочного расчета окончательно оформляем конструкцию приспособления (см. графическую схему в приложении).
3.2 Определение схемы направления сил зажима и сил резания В процессе обработки на заготовку со стороны режущего инструмента действуют силы резания, стремящиеся сдвинуть её с установочных элементов. Для того, чтобы этого не произошло заготовку необходимо закрепить.
Рассмотрим основные случаи воздействия на заготовку сил резания и сил зажима.
Сила зажима Q и сила резания Р действуют в одном направлении и прижимают заготовку к установочным элементам приспособления (см. рис. а). Если сила Р не вызывает сдвигающих сил, то Q=0. Это идеальный случай. На практике всегда возникает какая-либо сдвигающая, опрокидывающая или проворачивающая сила.
2. Действия сил резания и сил зажима противоположны по направлению (см. рис. б). В этом случае величина силы зажима определится из равенства Q = Р. Величину сил резания находят по формулам теории резания, исходя из конкретных условий обработки. Чтобы обеспечить надёжность зажима, силы резания увеличивают на коэффициент запаса k. Этот коэффициент учитывает изменение условий в процессе обработки, прогрессирующее затупление инструмента и связанное с ним увеличение сил резания, неоднородность обрабатываемого материала и т. п. =>
Поскольку сила трения возникает при закреплении в двух местах (между заготовкой и зажимом, и между заготовкой и установочными элементами) результирующая сила трения будет равна Где
f1 — коэффициент трения между заготовкой и зажимом;
f2 — коэффициент трения между заготовкой и установочными элементами.
Учитывая коэффициент запаса k и условие равенства сил получим:
Мы рассмотрели случаи воздействия на заготовку сил резания, а так же привели выше расчеты этой силы. Рассмотрим формулу силы зажима и распишем ее.
где
— крутящий момент на сверле
n — число одновременно работающих сверл
f — коэффициент трения на работающих поверхностях зажимов (для гладких поверхностей = 0,25; с крестообразно-нарезными канавками = 0,45)
D — угол призмы в градусах К — коэффициент запаса
4. Расчет сил резания, коэффициентов трения и надежности закрепления
4.1 Разработка расчетной схемы и определение силы закрепления Для надежного расчета усилия нажима необходимо рассчитать коэффициент К.
К=К0хК1хК2хК3хК4хК5
К0 — коэффициент гарантированного запаса К0 =1,5
К1 — учитывает увеличение сил резания из-за случайных неровностей К1=1,2
К2 — характеризует увеличение сил резания вследствии затупления режущего инструмента К2 = 1,15
К3 — учитывает увеличение сил резания при прерывистом резании К3 — отсутствует К4 — постоянство силы закрепления К4 = 1,0
К5 — экономику ручных ЗМ К5 — отсутствует К=1,5×1,2×1,15×10=2,07
Так как коэффициент запаса мал, то принимает стандартный коэффициент 2,5
Скорость резания определяется на наибольшем диаметре контакта с заготовкой D ф:
= м/мин или в системе СИ
= м/с, где n ф, п — частота вращения соответственно в об/мин, и в с-1;
Dф, D — диаметр соответственно в мм и в м.
Подача подсчитывается на один оборот s0 мм/об. или в одну минуту s М, мм на один оборот.
Органы управления подачей на станках имеют таблицы подачи S мм/мин.
Назначаем режим резания.
1. Подача для сверления стали Gb?58 кгс/мм2 и диаметра сверла 45−50 мм
S=0,34−0,43 мм
2. Назначаем период стойкости сверла.
Для сверла диаметром 45 мм при обработке конструкционной стали сверлом из быстрорежущей стали рекомендуется период стойкости Т=45 мин.
Глубина резания. При сверлении глубина резания — t=0,5D, t=0,5×50=25
Подача. При сверлении отверстий без ограничивающих факторов выбираем максимально допустимую по прочности сверла подачу. При рассверливании отверстий подача, рекомендованная для сверления, может быть увеличена до двух раз.
Скорость резания.
Скорость резания — м/мин, при сверлении
=, м/мин
— коэффициент
— скорость резания
— диаметр
— подача
— период стойкости,
= =, м/мин Кv = Кmv xКnv xКlv
Kv=1,26
Кmv =
Крутящий момент Нм и осевую силу рассчитываем по формуле Мкр=10 СмDqSyKр;
Ро= 10 СрDqSyKр
Значение коэффициентов См и Ср.
См= 0,0345 крутящий момент Ср.= 68 осевая сила Коэффициент учитывающий фактические условия:
Kр = Кмр
Кмр=
Dq = 500,40
Sy = 0,340,50
Мкр=10×0,0345×500,40х0,340,50х0,82=10×0,3 345×4,78×0,58×0,82=0,78
Ро= 10×68×500,40х0,340,50х0,82=10×0,3 345×4,78×0,58×0,82=1545,89
4.2 Выбор привода и силового механизма Мощность резания должна быть меньше или равна мощности на шпинделе станка: N? N шп = N м з, где N м — мощность электродвигателя, кВт; з — КПД станка.
Так как сила трения F = ѓ W, где ѓ - коэффициент трения, то после подстановки получим следующее выражение:
k (Рzb + Рy?)
W = _____________,
б+ ѓ?
где k — коэффициент запаса.
Рис. 4. Комбинированное зажимное устройство Если для операции применить приспособление с комбинированным зажимным устройством (винт 3 — клин 2 — рычаг 1), то зажимная сила значительно увеличится (рис.4). Так, при коэффициентах усиления (отношение развиваемой силы к приложенной) равных для винтового устройства.3−120, клина — 2 — 3 и рычажного зажима 1−1,5, и КПД комбинированного устройства з= 0,7 увеличение приложенной силы составит
120· 3·I, 5· 0,7 = 380раз.
При точных расчетах сил закрепления учитывают также упругие характеристики зажимного устройства.
4.3 Расчет основных параметров приспособления Погрешность базирования зависит от принятой схемы, базирования. Например, при сверлении отверстия по кондуктору при установке заготовки по схеме погрешность Е б Н 1 базирования для размера Н 1 равна? 0,12 мм, а по схеме погрешность Е б Н 2 базирования для размера Н 2 равна? 0,02 мм (при допуске на наружный диаметр заготовки 0,1 мм), т. е. отличается в шесть раз.
Погрешность базирования равна нулю, если технологическая и измерительная базы совпадают, т. е. Е б Н 3 =0.
Рассмотрим несколько вариантов действия на обрабатываемую деталь сил резания, зажима и их моментов.
Первый вариант. Сила зажима W, приложенная к обрабатываемой детали 1 и сила резания Р одинаково направлены и прижимают деталь к опоре 2 приспособления. При этом требуется минимальная сила зажима Wmin.
Второй вариант. Сила зажима W и сила резания Р действуют на обрабатываемую деталь 1 в противоположных направлениях; требуемая сила зажима W=KP.
Третий вариант (рис. III.1, в). Сила зажима W и сила резания Р действуют на обрабатываемую деталь во взаимно перпендикулярном направлении. Силе резания Р противодействуют силы трения между нижней базовой плоскостью детали и опорными штырями приспособления и между верхней плоскостью детали и зажимными элементами.
Четвертый вариант (рис. III.1, г). Сила зажима W прижимает деталь к опорам, при этом одна сила резания P 1 имеет одно направление с силой зажима прижимает деталь к нижним опорам, а вторая сила резания Р2 действует в направлении, перпендикулярном силе зажима. Смещению детали в приспособлении препятствуют силы трения, возникающие на плоскостях контакта детали с установочными и зажимными элементами приспособления.
5. Расчет прочностных характеристик Прочностной расчет необходим для проектирования безопасной конструкции. Для всевозможных конструкций строительного типа должны учитываться и климатические условия, являющиеся такой же существенной нагрузкой на конструкцию: ветер, дожди и т. п.
Условие прочности при растяжении определяется по формуле:
Qраст =
Где Q — фактическое тянущее усилие на штоке, Н;
d — внутренний диаметр резьбы мм, рассчитываем
d = 14,16 мм,
— допустимое значение напряжения при растяжении Для стали 40х Qраст=980Мпа Стяжные болты и винты — это наиболее ответственные резьбовые детали расположенные на крышке и на основании корпуса приспособления.
Они предназначены для восприятия силы передаваемой на крышку и основание корпуса, для предотвращения их раскрытия и утечки масла или воздуха.
Произведем расчет на прочность двух деталей приспособления. Для того чтобы произвести расчет необходимо воспользоваться следующими формулами:
Fb=0,5Ry
где
Ry-усилие зажима
Ry=WвН Определяем механические характеристики материала болта (винта). Исходя из 5 точности определяем что предел прочности равен:
Qn=500Н/мм, А предел текучести равен
Qt=300Н/мм2
Допускаемое напряжение [qn]=0,25, следовательно предел текучести равен:
[qт]=75н/мм2
Допускаемое напряжение при неконтролируемой затяжке.
Для болтов (винтов) с наружным диаметром до 16 мм По чертежу выбираем с наружным диаметром до 16 мм.
8. Определение экономической эффективности приспособления При выборе или конструктировании приспособлений должна достигаться экономическая эффективность от их применения.
Экономическая эффективность применения нового приспособления определяется сопоставлением по сравниваемым вариантам годовых затрат, включающих заработную плату станочника на рассматриваемой операции, накладные цеховые расходы, годовые затраты на приспособление, вычисляется по формуле:
Спр.год=
При применении нового, более сложного приспособления годовые затраты смогут снизиться за счет сокращения вемени обработки tm и снижения разряда работы.
Техологическая себестоимость выполнения операция, отнесенная к одному году эксплуатации, зависящая от конструкции приспособления определяется для каждого из сравнваемых вариантов по формуле:
Размер годовой экономии определяется как разность сравниваемых элементов годовой технологической себестоимости по двум вариантам:
Э=Стх.год1-Стх.год2
Экономическая эффективность нового приспособления или более дорогостоящего (по сравнению с применяемым) достигается при условии:
Э?Спр.год Первоначальная стоимоть нового прспособления определяетя по формуле:
Спр=Су.д*Дпр*Ксл Разрабатывая варианты технологических процессов с различным видом применяемого оборудования, необходимо оценивать экономическую эффективность варианта по двум важнейшим показателям — сроку окупаемости затрат Ток и годовой экономии Э, получаемой от внедрения новых станков (оборудования). Эти показатели связаны соотношением:
Ток=З/Э, лет, где З — затраты на приобретение или изготовление нового оборудования, руб.
Размер капитальных затрат определяют как разность между затратами Q1 по одному варианту и затратами Q2 по другому варианту, предполагают, что Q2>Q1 находим:
Э=С1-С2,
где С1 — себестоимость годового объема продукции по первому варианту (действующему, малопроизводительному, более дорогому); С2 — себестоимость того же объема продукции при применении нового оборудования (более эффективно).
Таким образом срок окупаемости капитальных затрат равен:
Ток=(Q1-Q2)/(С1-С2), лет.
Расчетные сроки окупаемости не должны превышать нормативных. рекомендуемых.
Применение приспособления или другой технологической оснастки экономически целесообразно, если величина экономии, получаемой от применения приспособления, за два-три года окупает затраты на изготовление и эксплуатацию приспособления.
Годовая экономия от применения приспособления может быть вычислена следующим образом:
Э=(С1-С2)*N-(a+в)*Sпр, руб, где С1 — технологическая стоимость операции без применения специальной технологической оснастки, руб; С2 — технологическая стоимость операции с применением специального приспособления которое экономит время и повышает производительность труда, руб (предполагают что С2<�С1); N — годовая программа, шт; а — коэффициент амортизации: при окупаемости в 2 года а=0.5, при окупаемости в 3 года а=0.33; в — коэффициент, учитывающий затраты на ремонт и хранение приспособления, обычно в=0.1−0.2; Sпр — стоимость приспособления, руб.
При учебном проектировании для определения стоимости специальных станочных приспособлений можно воспользоваться укрупненными нормативными данными.
9. Результатирующая часть В результате проделанной работы, мы можем сказать, что машиностроение — важнейшая отрасль в развитии народного хозяйства, так как все отрасли зависят от машиностроения.
Разновидность систем технологической оснастки определяется типом производства. В массовом производстве приоритетным является применение специальной неразборной технологической оснастки. В серийном производстве — специализированной и унифицированной технологической оснастки, обладающей свойством обратимости. В единичном производстве — специальной неразборной и универсально — наладочной технологической оснастки.
Деталь — вилка-фланец карданного вала среднего моста достаточно технологична допускает применение высокопроизводительных режимов обработки, имеет хорошие базовые поверхности для первоначальных операций и довольно проста по конструкции.
Расположение крепёжных отверстий как резьбовых, так и гладких допускает многоинструментальную обработку.
Зажимное приспособление — патрон разжимной кулачковый. Является вспомогательным сменным устройством, устанавливаемом на станках и предназначенный для повышения производительности и точности обработки, расширения технологических возможностей станка и облегчения условий работы станочника.
В процессе работы мы разработали теоретическую схему базирования, определили схему направления сил зажима и сил резания, рассчитали силу резания и коэффициентов трения.
Расчет прочностных характеристик позволил установить, что предел прочности равен
Qt=300Н/мм2
Допускаемое напряжение [qn]=0,25, следовательно предел текучести равен: [qт]=75н/мм2
Далее мы определили экономическую эффективность приспособления. Экономическая эффективность применения нового приспособления определяется сопоставлением по сравниваемым вариантам годовых затрат, включающих заработную плату станочника на рассматриваемой операции, накладные цеховые расходы, годовые затраты на приспособление.
1. Антонюк В. Е. В помощь молодому конструктору станочных приспособлений. Минск Беларусь 1975 г. 350с
2. Белоусов А. П. Проектирование станочных приспособлений. Высшая школа, 1974
3. Боголюбов С. К. Инженерная графика
4. Буров В. П. Бизнес-план. Методика составления. Реальный пример. М:1995
5. Вишняков Н. Н. Вахламов В.К. Автомобиль. Основы конструкции — М: Машиностроение, 1986
6. Горошкин А. К. Приспособления для металлорежущих станков. — Изд. 6-е. М: Машиностроение, 1979 — 384 с.
7. Гельфгат Ю. И. Сборник задач и упражнений по технологии машиностроения: Учеб. пособие для техникумов. Автор: Издательство: Высш. шк. Год: 1986.
8. Горбацевич А. Ф, Чеботарев В. Н., Шкред В. А., Алешкевич И. П., Медведев А. И. Курсовое проектирование по технологии машиностроения. Высш. школа. — 1986
9. Данилевский В. В. Технология машиностроения: Учебник для техникумов. — М: Высшая школа, 1984.
10. Дипломное проектирование в машиностроительных техникумах: Учеб. пособие пособие для машиностр. спец. техникумов-2-е изд. под ред. Нефедова Н. А. 1986;239 с.
11. Козловский Н. С., Виноградов А. Н. Основы стандартизации, допуски, посадки и технические измерения М: Машиностроение. 1982
12. Косилова А. Г., Мещеряков Р. К. Справочник технолога-машиностроителя. В 2-ч т. 4-е изд., перераб. и доп. — М.: Машиностроение, 1986.
13. Львов Ю. А. Основы экономики и организации бизнеса. Спб 1992.
14. Лабораторные работы и практические занятия по тех. маш.: учебное пособие для машиностр. спец. техникумов-2-е изд. под ред. В. В. Данилевский, Высш школа., 1988;222 с.
15. Нефедов Н. А.,. Осипов К. А. Сборник задач и примеров по резанию металлов и режущему инструменту. Учебное пособие для техникумов. Изд: Машиностроение. Год: 1990
16. Нефедов Н. А. Дипломное проектирование в машиностроительных техникумах. М.: Высшая школа, 1986
17. Общемашиностроительные нормативы времени вспомогательного, на обслуживание рабочего места и подготовительно-заключительного для технического нормирования станочных работ КСП. — М: Машиностроение, 1975
18. Общемашиностроительные нормативы режимов резания: Справочник: в 2 т. Т. 2/А Д. Локтев, И. Ф. Гущин, Б. Н. Балашов и др. — М.:Машиностроение, 1991
19. Проектирование технологической оснастки машиностроительного производства [Текст]: учебное пособие / Г. Н. Андреев, В. Ю. Новиков, А. Г. Схиртладзе .- 2-е изд., испр. — М.: Высш. шк., 1999.
20. Стародубцева В. С. — Сборник задач по техническому нормированию в машиностроении. Учебное пособие для техникумов — М: Машиностроение, 1974
21. Самуэльсон П. Экономика. — М: Прогресс, 1994
22. Справочник технолога — машиностроения. Под ред. А. Г. Косиловой — М: Машиностроение, 1986 — 496 с.
23. Сборник задач и упражнений. Учеб. Пособие для машиностр. спец. техникумов. Под ред. Гельфгат Ю. И. 1986;271 с.
24. Сборник задач по техническому нормированию. Под ред. Стародубцева В. С., 1974 — 272 с.
25. Сборник задач и примеров под ред. Нефедов Н. А. и Осипов К.А.1990;448
26. Технология машиностроения в 2х т. под ред. Г. Н. Мельников 1999 — 650с
27. Технология машиностроения: Учебник техникумов. Под ред. Данилевский В. В. 1984;416 с.
28. Чернов В. Н., Эйсер Ю. Н. Бизнес-план. Рабочая книга. Спб, 1992.
29. Экономика и жизнь. Бизнес-планирование, 1994, № 32, 33, 43.