Обоснование технологического процесса изготовления печатной платы
Определение характеристик производства Исходя из данных, полученных в задании, коэффициент закрепления операций равен 26. Это означает, что производство относится к мелкосерийному типу. В серийном производстве изделия изготавливаются партиями, регулярно повторяющимися через определённые промежутки времени. Изделия в процессе изготовления передаются с одной операции на другую не поштучно… Читать ещё >
Обоснование технологического процесса изготовления печатной платы (реферат, курсовая, диплом, контрольная)
СОДЕРЖАНИЕ ОБОЗНАЧЕНИЯ И СОКРАЩЕНИЯ ВВЕДЕНИЕ
1. Конструктивно-технологический анализ изделия
1.1 Описание конструкции заданного изделия
2. Определение типа и организационной формы производства
2.1 Определение характеристик производства
3. Оценка технологичности изделия по конструктивным показателям
3.1 Качественная оценка
3.2 Количественная оценка технологичности изделия
4. Определение требуемых типов производств. Составление структурной схемы технологического процесса
5. Обоснование технологического процесса изготовления печатной платы
6. Разработка технологического процесса изготовления печатной платы
7. Разработка технологического процесса изготовления, сборки, монтажа и контроля изделия
8. Оценка технологичности по производственным показателям ЗАКЛЮЧЕНИЕ СПИСОК ЛИТЕРАТУРЫ ОБОЗНАЧЕНИЯ И СОКРАЩЕНИЯ В данной работе были использованы следующие обозначения и сокращения:
ППпечатная плата МСмикросхема МСБмикросборка ТПтехнологический процесс ТЗтехническое задание НИИнаучно-исследовательский институт ЩЛщелевая линия ИКинфракрасный ВВЕДЕНИЕ радиоэлектронный технологический плата Цель курсового проектирования — умение студента самостоятельно решать технологические задачи при выполнении технологической части дипломного проектирования и последующей работе в НИИ и промышленных предприятиях.
В данной работе поставлена задача разработать технологический маршрут изготовления радиоэлектронного устройства, разработать и обосновать принимаемые решения при разработке технологических процессов (ТП), составить маршрутные и операционные карты, проанализировать технологичность по конструкторским производственным показателям. Также необходимо произвести проектирование технологической оснастки для проверки параметров изготавливаемых изделий (стендов или пультов).
Устройство, выбранное для рассмотрения в рамках данной работыпечатная антенна, представляющая собой двустороннюю печатную плату с нанесённой геометрией излучателей на проводящем слое. Конструкция антенны, помимо печатной платы, содержит соединитель для коммутации антенны к приёмному устройству, либо генератору, защитный кожух из радиопрозрачного материала и конструкции крепления внутри кожуха.
1. Конструктивно-технологический анализ изделия Наименование изделия-сверхширокополосная печатная антенна с расширяющейся щелью типа «Вивальди». Используется в системах радиорелейной передачи информации, для создания антенных решёток и систем радиолокации в качестве излучающей антенны. Диапазон частот работы обычно представлен в диапазоне от 300 МГц до 17 ГГц
1.1 Описание конструкции заданного изделия Габариты антенны зависят от рабочей частоты, так, для частоты 2.1 ГГц габариты антенны будут составлять 20×75 см. Основой конструкции является монтажная плата марки СФ-2−35−1,5 (стеклотекстолит фольгированный, 2 фольгированных слоя, толщина фольги 35 мкм, толщина стеклотекстолита- 1.5 мм). Класс точности изготовления определяется допустимой погрешностью геометрии излучателя. Она составляет 0,2 мм, что соответствует 4 классу точности, согласно ГОСТ 23.751−86. Минимальный зазор между проводниками равен 1 мм. Печатная антенна изготавливается субтрактивным методом из печатной платы прямоугольной формы, не содержит навесных электрорадиоэлементов, отверстий, клееных соединений.
В силу лёгкости конструкции, дополнительные элементы крепления не применяются. Крепление антенны производится по средствам крепления защитного кожуха. Внутри кожуха антенна закрепляется прижимным усилием стенок кожуха.
Монтаж внешнего соединителя производится пайкой к краю печатной платы. Используется соединитель тип VI «ШВР» по ГОСТ 13 317–80.
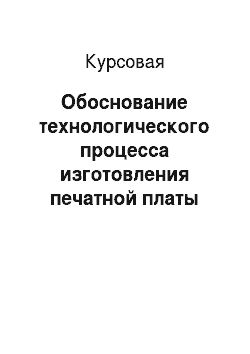
Пример вида изделия приведён на рисунке 1.
Рисунок 1. Сверхширокополосная ненаправленная печатная монопольная антенна типа «Вивальди» .
2. Определение типа и организационной формы производства
2.1 Определение характеристик производства Исходя из данных, полученных в задании, коэффициент закрепления операций равен 26. Это означает, что производство относится к мелкосерийному типу. В серийном производстве изделия изготавливаются партиями, регулярно повторяющимися через определённые промежутки времени. Изделия в процессе изготовления передаются с одной операции на другую не поштучно, а партиями. Размер партии одновременно запускаемых в производство изделий определяется из следующего выражения:
Здесь n-размер партии изделий, шт;- годовое программное задание, шт;- норма запаса комплектующих изделий, дней — для мелкосерийного производства 10…12 дней;- число рабочих дней в году;- надёжность производства.
Согласно производственному календарю на 2015 год, число рабочих дней при 40- часовой неделе равно 247.
Значит,
Отсюда получим размер партии:
Исходя из этого можно заключить, что для данного производства экономически целесообразна ручная сборка.
По результатам выбора можно составить краткую характеристику выбранного типа и организационной формы производства изделия:
1) Номенклатура изделийограниченная
2) Характер выпуска изделийРегулярно повторяющимися партиями в количестве 81 шт.
3) Повторяемость выпуска изделийЧерез определённые промежутки времени.
4) Ритм выпускаукрупнённый
5) Применяемое оборудованиеСпециализированное, программно переналаживаемое.
6) Организация производствамногопредметные прерывно-поточные линии.
7) Расположение оборудованияпо группам однотипных рабочих мест с соблюдением технологической последовательности.
8) Использование спец. инструмента и приспособленийширокое
9) Специализация рабочихограниченная по группам однородных операций.
10) Технологическая документацияподробные маршрутные и операционные технологические карты и производственные инструкции.
3. Оценка технологичности изделия по конструктивным показателям
3.1 Качественная оценка Качественная оценка характеризует технологичность конструкции в общем виде, используется с целью лучшего инженерного решения, не требующего количественной оценки.
Далее представлены качественные показатели проектируемого устройства:
1) Дефицитные и драгоценные материалы отсутствуют.
2) Все детали и компонентыстандартные.
3) Используются заготовки, требующие минимальной обработки для получения нужных деталей.
4) Применяется минимальное количество марок и типоразмеров материалов.
5) Отсутствуют излишне высокие классы точности.
6) Есть возможность применения средств механизации и автоматизации с использованием прогрессивных методов производства.
7) Максимально используются групповые ТП
8) Обеспечивается сборка изделий без подгонки, подбора или дополнительной обработки.
9) Возможна независимая параллельная сборка и монтаж изделий
10) Затраты на специальную технологическую оснастку оптимальны
11) Затраты времени и средств на техническое обслуживание и ремонт изделия при эксплуатации минимальны.
Качественная оценка технологичности по приведённым выше параметрам в определённой степени субъективна, вследствие этого необходимо произвести количественную оценку технологичности.
3.2 Количественная оценка технологичности изделия Количественная оценка осуществляется с помощью системы конструкторских и производственных показателей, численные значения которых характеризуют степень удовлетворения требований технологичности конструкции. Все показатели выражены через коэффициенты:
1) Коэффициент стандартизации конструкции где — количество оригинальных деталей из соответствующего раздела спецификации; - общее количество ЭРЭ, микросхем, микросборок и МСБ.
2) Коэффициент унификации конструкции где — число наименований ЭРЭ, микросхем, МСБ и конструктивных элементов по спецификации изделия.
3) Коэффициент повторяемости печатных плат где — количество типоразмеров ПП, в том числе многослойных; - общее количество ПП.
4) Коэффициент использования МС и МСБ где — количество МС и МСБ в изделии.
5) Коэффициент повторяемости компонентов, МС и МСБ где — количество типоразмеров компонентов, МС и МСБ; - общее количество компонентов, МС и МСБ.
6) Коэффициент установочных размеров (шагов) ЭРЭ, компонентов, МС и МСБ где — количество количество установочных размеров ЭРЭ, компонентов, МС и МСБ.
7) Коэффициент повторяемости материалов
где — количество марок материалов, применяемых для изготовления оригинальных изделий.
8) Коэффициент использования площади коммутационного устройства (ПП, подложки МСБ) где — площадь, занимаемая ЭРЭ, компонентами, МС, МСБ, контактными площадками и соединительными проводниками; - площадь коммутационного устройства.
С учётом достигнутых балльных показателей рассчитывается среднебалльный конструкторский показатель технологичности где — количество показателей, участвующих в оценке.
Для данного устройства представляется возможным рассчитать следующие показатели:
1) Коэффициент стандартизации конструкции Единственной оригинальной деталью является печатная плата с нанесённой геометрией излучателя, следовательно,. Общее количество элементов в конструкции равно 2- это печатная плата и соединитель. Исходя из этого получим выражение:
2) Коэффициент унификации конструкции Число наименований конструктивных элементов по спецификации изделия равно двум, общее количество элементов конструкции также равно двум, исходя из этого получим:
3) Коэффициент повторяемости печатных плат Количество типоразмеров печатных плат равно 1, общее количество печатных плат также равно единице. Следовательно:
7) Коэффициент повторяемости материалов
Количество марок материалов равно одному. Следовательно:
8) Коэффициент использования площади коммутационного устройства Так как площадь излучателя полностью совпадает с площадью платы, на которой он выполнен, то можно считать, что плата используется полностью.
Далее рассчитываются балльные показатели для нормализации полученных данных и возможности объективного сравнения.
Балльные показатели рассчитываются исходя из формулы:
где — эквивалент одного балла; - номер частного показателя Все полученные значения внесены в таблицу 1.
Таблица 1. количественная оценка технологичности изделия
№ п/п | Наименование показателя | Обозначение показателя Кi | Нормативное значение показателя КHi | Эквивалент одного балла ? | Расчетный частный показатель КРi | Бальный показатель Бi | |
Стандартизации конструкции | КС | 0,85 | 0,2125 | 0,5 | 1.65 | ||
Унификации конструкции | 0,7 | 0,175 | |||||
Повторяемости печатных плат | КПОВ.ПП | 0,95 | 0,2 | 4.7 | |||
Повторяемости материалов | КПОВ.М | 0,7 | 0,175 | ||||
Использования площади коммутационного устройства | КИ.П | 0,6 | 0,1 | ||||
По результатам, полученным в ходе расчётов, можно рассчитать среднебалльный показатель технологичности:
4. Определение требуемых типов производств. Составление структурной схемы технологического процесса В данном разделе будут рассмотрены действия, необходимые и достаточные для создания готового устройства. Так как устройство состоит из печатной платыантенны и соединителя, то потребуется два типа производстваизготовление печатной платы и установка соединителя на готовую печатную плату. Далее приведены структурные схемы технологического процесса создания печатной платы и изделия целиком.
Рис. 2 — схема изготовления антенного полотна.
Рис. 3 — схема изготовления изделия (установка соединителя на плату).
5. Обоснование технологического процесса изготовления печатной платы Печатная плата изготавливается из двустороннего фольгированного стеклотекстолита марки СФ-2−35−1,5 (2 фольгированных слоя, толщина фольги 35 мкм, толщина стеклотекстолита- 1.5 мм) размером 200×750 мм. Нарезка заготовок будет производиться на станке с ЧПУ DIADISK 4700.
Создание геометрии излучающих элементов антенны производится субтрактивным методом, поскольку создание маталлизированных переходных отверстий не требуется. Данный метод позволяет выполнять геометрические размеры с требуемой точностью и является технологически самым простым.
Для создания геометрии излучающих элементов субтрактивным методом требуются следующие операции: создание фотошаблона, нанесение фоторезиста на плату, сушка, транспонирование, проявление, дубление, травление, обработка поверхности.
Нанесение рисунка излучающей геометрии антенны и маркировки изделия производится с помощью фотошаблонов. Фотошаблоны создаются с помощью фотоплоттера SILVER WRITER 8000.
Для зачистки поверхности используется зачистная машина WeseroUniversal 450 — 2 с возможностью двусторонней зачистки печатной платы.
Нанесение фоторезиста производится аэрозольным напылением в специализированной установке УАРЭС-2.
Экспанирование производится на установке прямого экспанирования MIVA 2608xDI.
Проявление печатных плат производится на установке FDL 650 OL фирмы ТТМ.
Снятие фоторезиста проивзодится на линии снятия фоторезиста FDL 650 OL фирмы ТТМ.
Травление проивзодится на линии травления с регенерацией травильного расвора AEL650 IL/OL фирмы TTM.
Оптический контроль производится на установке АОИ Argos 850 фирмы MANIA.
Маркировка и нанесение защитной маски производится полуавтоматической установкой АТМА 70 AT-PD.
Сушка инфракрасным излучением производится на установке предварительной конвейерной ИК-сушки BELTROTHERM.
Выбранное оборудование подходит для серийного производства.
6. Разработка технологического процесса изготовления печатной платы Функциональная модель технологического процесса изготовления печатной платы представляет собой формализованное графическое изображение основных, вспомогательных и контрольных операций. Функциональная модель производства печатной платы приведена на ис.3. Маршрутная карта находится в приложении.
7. Разработка технологического процесса изготовления, сборки, монтажа и контроля изделия Технологический процесс изготовления представляется в виде технологического маршрута. Для наиболее наглядного представления процесса изготовления составляется технологическая схема сборки.
Технологическая схема сборки разрабатывается на основе анализа исходных данных с целью выявления всего состава сборочных элементов, определения оптимальной последовательности выполнения сборочно-монтажных и контрольных операций, а также отражения характера выполняемых соединений. Технологическая схема сборки приведена на рис. 4
Маршрутная карта находится в приложении.
Рис. 4 — технологическая схема сборки устройства.
Рис. 5 — функциональная модель производства антенного полотна.
8. Оценка технологичности по производственным показателям Для оценки оптимальности предложенного технологического процесса необходимо произвести расчёт количественных производственных показателей технологичности.
1) Коэффициент простоты изготовления изделия где — количество подгоняемых или подбираемых ЭРЭ с целью обеспечения выходных параметров в соответствии с требованиями ТУ; - число регулировочных элементов; - общее количество ЭРЭ.
2) Коэффициент расширенных допусков где — количество ЭРЭ с допусками от номинала.
3) Коэффициент простоты выполнения монтажных соединений где — количество монтажных соединений, выполняемых с использованием отдельных перемычек монтажным проводом; - общее количество монтажных соединений.
4) Коэффициент ограничения числа видов сборочно-монтажных соединений где — число видов сборочных и монтажных соединений с учётом конкретного способа их выполнения; - число пар, соединяемых любым видом соединений конструктивных элементов изделия.
5) Коэффициент использования групповых методов обработки где — число операций технологического процесса, использующих групповые методы обработки; - общее количество операций.
6) Коэффициент автоматизации и механизации установки и монтажа ЭРЭ где — количество монтажных соединений, которые осуществляются автоматизированным или механизированным способом.
7) Коэффициент автоматизации и механизации операций регулировок и контроля электрических параметров изделия
где — количество операций регулировки и контроля, осуществляемых механизированным и автоматизированным способом; - общее количество операций регулировки и контроля.
8) Коэффициент использования типовых технологических операций где — количество операций, выполняемых по типовым технологическим процессам.
Для данного устройства представляется возможным рассчитать следующие показатели:
3) Коэффициент простоты выполнения монтажных соединений Монтажных соединений, выполняемых с использованием перемычек монтажным проводом не применяется, общее количество монтажных соединенийодно, присоединение соединителя.
4) Коэффициент ограничения числа видов сборочно-монтажных соединений Применяется один вид сборочного монтажа, число пар, соединяемых сборочным монтажом также равно единице.
5) Коэффициент использования групповых методов обработки Групповым методом обрабатывается печатная плата, общее количесвто операций равно двум.
8) Коэффициент использования типовых технологических операций По типовому технологическому процессу производится изготовление печатной платы. Всего операцийдве.
Далее рассчитываются балльные показатели для нормализации полученных данных и возможности объективного сравнения.
Все полученные значения внесены в таблицу 2.
Таблица 2 количественная оценка технологичности по производственным показателям.
Наименование показателя | Обозначение показателя Кi | Нормативное значение показателя КHi | Эквивалент одного балла? К | Расчетный частный показатель КРi | Бальный показатель Бi | |
Простоты выполнения монтажных соединений | КП.М.С. | 0,6 | 0,15 | |||
Ограничения числа видов сборочно-монтажных соединений | КО.В.С. | 0,9 | 0,1 | |||
Использования групповых методов обработки | КИ.Г.М. | 0,4 | 0,25 | 0,5 | ||
Использования типов Технологических операций | КТТП | 0,6 | 0,15 | 0,5 | 0,66 | |
По результатам, полученным в ходе расчётов, можно рассчитать среднебалльный производственный показатель:
ЗАКЛЮЧЕНИЕ
В курсовом проекте был рассмотрен процесс проектирования технологического процесса создания сверхширокополосной антенны типа «Вивальди». В ходе курсового проектирования были решены такие задачи, как анализ конструкции, выбор технологического процесса производства, оценка технологичности изделия, определение требуемого вида производства, выбор оборудования для производства данного изделия. Также была произведена оценка технологичности по производственным и конструктивным показателям, что позволяет оценивать технологичность как отдельных этапов создания устройства, так и всего технологического процесса. Итогом работы является пояснительная записка к курсовому проекту, маршрутные карты технологического процесса изготовления устройства.
1) «Технология РЭС и ЭВС» М. А. Сахаров 2003 год
2) «Сверхширокополосная ненаправленная печатная монопольная антенна диапазона 2,5 — 25 ГГц» Антон В. Уваров, Андрей В. Уваров, А. С. Дмитриев Институт радиотехники и электроники им. В. А. Котельникова РАН
3) ГОСТ 7.32−2001
4) ГОСТ 3.1103−2011
5) ГОСТ 3.1118−82
6) ГОСТ Р 51 040−97