Проект отражательной печи по рафинированию черновой меди
Загрузку в печь шихты производят через отверстия в главном своде, расположенные около пят по всей длине свода на расстоянии 1,2−1,5 м друг от друга. Продукты плавки — штейн и шлак — выпускают из печи по мере их накопления, причем штейн выпускают через две летки (шпуровочные окна), находящиеся на уровне пода в одной из боковых стен печи. В окна вставлены чугунные или медные охлаждаемые водой плиты… Читать ещё >
Проект отражательной печи по рафинированию черновой меди (реферат, курсовая, диплом, контрольная)
Проект отражательной печи по рафинированию черновой меди
баланс тепловой медь печь Черновая медь может содержать до 4% примесей, делающих ее непригодной для прямого применения. По этой причине вся черновая медь в настоящее время обязательно подвергается двухстадийному рафинированию: огневым методом и последующим электролизом.
Возможны три варианта организации рафинирования меди в промышленных условиях:
1) Обе стадии рафинирования проводятся на том же предприятии, где выплавляется черновая медь. В этом случае на огневое рафинирование поступает расплавленная медь.
2) Обе стадии рафинирования осуществляют на специальных рафинировочных заводах, на которые медь поступает в слитках массой до 1500 кг. Такая технология требует повторного расплавления чернового металла, но позволяет, как и в варианте 1, на месте перерабатывать анодные остатки электролизных переделов и технологический брак процессов огневого и электролитического рафинирования.
3) Огневое рафинирование жидкой черновой меди осуществляют на медеплавильных заводах, а электролиз проводят централизованно на специальных предприятиях.
Третий вариант рафинирования черновой меди на отечественных предприятиях не применяется. Он является характерным, в частности, для заводов США.
Цель огневого рафинирования сводится к частичной очистке меди от примесей, обладающих повышенным сродством к кислороду, и подготовке ее к последующему электролитическому рафинированию. При огневом рафинировании из расплавленной меди стремятся максимально удалить кислород, серу, железо, никель, цинк, свинец, мышьяк, сурьму и растворенные газы. Медь после огневого рафинирования разливают в слитки пластинчатой формы с ушками — аноды, которые направляют в электролизный цех. Поэтому печи для огневого рафинирования часто называют анодными печами. На современных предприятиях для огневого рафинирования меди используют в основном два типа печей: стационарные отражательные и наклоняющиеся.
Данный курсовой проект называется «Проект отражательной печи по рафинированию черновой меди». Его целью является систематизация, закрепление и углубление знаний, полученных при изучении курса «Металлургия тяжелых цветных металлов», а также закрепление навыков решения практических задач.
Задачи курсовой работы, поставленные для выполнения цели:
— раскрыть теоретические основы огневого рафинирования меди;
— описать принцип действия и конструкцию отражательной печи;
— отметить основные преимущества и недостатки работы печи;
— описать процесс автоматизации и контроля производственного процесса;
— провести работу над вопросом охраны труда на производстве меди;
— выяснить основные вредности и опасности в металлургическом цехе;
— рассчитать материальный и тепловой баланс печи;
— рассчитать освещение и вентиляцию в цехе;
— привести основные технико-экономические показатели работы участка.
Информационная база данной курсовой работы включает: норматив-но-правовые акты Российской Федерации, справочные материалы, труды ведущих отечественных авторов, посвященные проблемам проектирования печей по рафинированию черновой меди, статьи, опубликованные в периодических изданиях, а также Интернет-ресурсы.
Курсовая работа состоит из введения, двух глав пояснительной записки, графического материала, заключения и списка использованных источников.
1. Описательная часть
1.1 Теоретические основы огневого рафинирования меди
Огневое (окислительное) рафинирование черновой меди основано на различиях в сродстве к кислороду меди и ее примесей, которое можно выразить величинами энергии Гиббса образования или упругости диссоциации соответствующих оксидов. В ряду элементов, входящих в состав черновой меди, сродство к кислороду при температурах процесса убывает в направлении от алюминия к золоту.
Огневое рафинирование проводят с целью удаления части примесей, обладающих по сравнению с медью повышенным сродством к кислороду. Такие примеси в отличие от благородных металлов, которые в этой стадии рафинирования практически не удаляются, часто называют неблагородными. Огневому рафинированию подвергают расплавленную медь.
Процесс огневого рафинирования меди состоит из следующих основных операций: загрузки, расплавления твердой меди и разогрева расплава, окисления примесей, съема шлака, раскисления (дразнения) меди и разливки меди в анодные слитки. Продолжительность процесса рафинирования зависит от многих факторов (состава черновой меди, вместимости печи, тепловой нагрузки, производительности загрузочных и разливочных устройств) и колеблется от 12 до 32 ч.
Процессы окисления меди ведут при 1150−1170°С. Увеличение температуры хотя и ускоряет процесс, но одновременно ведет к повышенному насыщению расплавленной ванны Сu2О, что удлиняет стадию раскисления и увеличивает расход дорогостоящих восстановителей. В конечном итоге никакого выигрыша в сокращении времени и стоимости операции не получается.
Цель операции огневого рафинирования — подготовить черновую медь к электролитическому рафинированию:
— удалить вредные примеси (кислород, серу, железо, никель, цинк, свинец, мышьяк, сурьму, растворенные газы);
— получить отливки меди в форме плотных ровных пластин постоянной массы.
В результате огневого рафинирования содержание меди в анодах повышается до 99,4−99,6%. Стадия окисления начинается с продувания ванны расплава воздухом или воздухом, обогащенным кислородом. При этом медь постепенно насыщается кислородом и происходит окисление примесей.
С учетом сродства к кислороду при окислительном рафинировании черновой меди первыми должны были бы окисляться неблагородные примеси. Однако вследствие их низкой концентрации в расплаве происходит прежде всего окисление меди по реакции:
4Cuж + О2 = 2Cu2Отв
За счет растворения Cu2O расплавленная медь постепенно насыщается кислородом. Остаточное содержание примесей определяется равновесием реакции:
Cu2O + Me = МеО + 2Сu
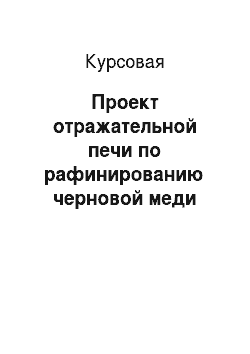
Сродство к кислороду и упругость диссоциации оксидов зависят от их активности. Для обеспечения максимально полного удаления примесей необходимо, чтобы упругость диссоциации Cu2O была наибольшей, а упругость диссоциации оксида примеси минимальной. Упругость диссоциации Cu2O возрастает с увеличением концентрации (активности) кислорода в медной ванне. Ответ на вопрос о том, до какого предела следует насыщать медь кислородом, дает диаграмма состояния системы Сu — Cu2O (рис. 1):
Рисунок 1 — Диаграмма состояния Сu-O (участок Сu-Cu2O)
Из диаграммы видно, что растворимость Сu2O в металлической меди составляет 8,3% (1,04% O2) при 1150 °C; 12,4% (1,56% O2) при 1 200°С.
При температуре рафинирования (1150−1170°С) предел растворимости Cu2O составляет около 8,0−8,5%. Избыточный Cu2O в меди не растворяется и образует самостоятельную твердую или жидкую (выше 1 200°С) фазу на поверхности расплава. Давление кислорода в системе при этом остается постоянным, т. е. увеличение концентрации растворенного в меди кислорода выше 1,04% не ведет к увеличению упругости диссоциации Cu2O и, следовательно, лишено смысла.
Остаточное содержание примесей в меди пропорционально активности его оксида в шлаке, следовательно, для максимально полного удаления примесей при окислительном рафинировании необходимо постоянно удалять рафинировочные шлаки, чтобы к завершению стадии окисления оставшийся шлак имел минимальное содержание оксида примеси. Все примеси, находящиеся в меди, можно разделить на четыре группы:
1) Примеси, образующие твёрдые растворы с медью (никель и др.).
2) Примеси, образующие химические соединения с медью, растворимые в ней. Эти примеси практически ничем не отличаются от первой группы (кислород, селен, теллур и др.).
3) Примеси, образующие химические соединения с медью и нерастворимые в ней. Они обнаруживаются в виде самостоятельной фазы в виде эвтектики.
4) Примеси, не образующие твердых растворов с медью и не образующие химических соединений в ней (газовые и шлаковые включения).
Наибольшие трудности при огневом рафинировании меди вызывает удаление примесей, образующих с медью химические соединения. К их числу относятся, например, мышьяк, сурьма, селен, теллур и другие. В этом отношении все примеси можно разбить на три группы:
1) сравнительно легко удаляемые (железо, сера и др.);
2) удаляемые только частично (никель);
3) практически не удаляемые (золото, серебро, металлы платиновой группы и др.).
Растворимость в черновой меди примесей зависит от температуры черновой меди, содержания в ней кислорода, серы, вида примеси, возможности образования между медью и примесями химических соединений, твердых растворов и т. д. Её можно определить с помощью диаграмм состояния медь — примесь. Вот основные примеси черновой меди:
— железо. Медь и железо в жидком виде при отсутствии кислорода имеют ограниченную растворимость, при температуре 1083−1094°С они образуют твердый раствор, содержащий около 4% железа. С понижением температуры растворимость железа снижается до тысячных долей процента.
— никель. Медь и никель в жидком виде имеют неограниченную взаимную растворимость, в твердом состоянии образуют твердые растворы.
— сера. В меди присутствует в виде полусернистой меди. Её растворимость при 1100 °C равна 1,8%, она несколько увеличивается с повышением температуры. В твердой меди сера растворяется незначительно, что приводит к выделению полусернистой меди в отдельную фазу.
— кислород в меди находится, в основном, в виде оксида меди. Некоторое количество кислорода связано с примесями и присутствует в виде твердого раствора с медью. Растворимость кислород в жидкой меди при температуре 1200 °C равна 1,5%, растворимость в твердой меди не превышает 0,01%. При охлаждении черновой меди растворенный в ней оксид меди выделяется в виде самостоятельной фазы в составе эвтектики.
— селен и теллур присутствуют в меди в виде химических соединений — селенида и теллурида меди. В жидкой меди эти соединения имеют ограниченную растворимость: при температуре 1100 °C растворимость селена равна около 5%, теллура — около 2%. В твердой меди они не растворяются.
— серебро, золото, металлы платиновой группы в жидкой меди имеют полную растворимость. С твердой медью образуют твердые растворы или эвтектики.
1.2 Принцип действия и конструкция печи
Огневой способ рафинирования меди применяют в тех случаях, когда черновая медь содержит ничтожное количество благородных металлов (золота, серебра), извлечение которых при электролизе не оправдывает расходов. Кроме того, огневое рафинирование применяют в тех случаях, когда техническая медь с содержанием 99,6−99,7% удовлетворяет техническим требованиям, например применяется для приготовления медных сплавов (латуней и бронз).
Для огневого рафинирования меди используют стационарные отражательные печи. Конструкция печи приведена на рисунке 2 и более подробно рассмотрена в графическом материале.
Стационарные отражательные печи применяют для огневого рафинирования как жидкой, так и твердой черновой меди, а также для переплавки и дополнительного рафинирования катодной меди при изготовлении из нее вайербарсов — слитков особой формы, используемых в дальнейшем для проката и волочения проволоки.
Отражательные печи являются наиболее крупными плавильными агрегатами цветной металлургии. В отражательных печах осуществляют плавление концентратов, в том числе обогащенных медных руд. Конечным продуктом плавки в этом случае является штейн с содержанием меди от 30 до 40% (в редких случаях до 80%), состоящий из сульфидов FeS и Cu2S (80 — 90%) и шлаков, содержащих в основном окислы SiO>2; AI2O3 и СаО. Штейн, полученный при плавке концентратов, содержит меди 10−35% и является полупродуктом при производстве рафинированной и товарной меди с содержанием Си не менее 99%.
Практически в процессе переработки медных концентратов происходит разделение сульфидных составляющих (образующих штейн) от пустой породы (в виде окислов), переходящей в шлак. Содержание меди в штейне увеличивается в основном за счет перехода железа из штейна в шлак по реакции:
СиОг+ +FeS = Cu2S (вштейн)+РеО (в шлак).
Рисунок 2 — Отражательная печь для рафинирования меди Основными элементами отражательной печи являются: фундамент, под, стены и свод, которые в совокупности образуют рабочее пространство печи; устройства для подачи шихты, выпуска продуктов плавки и сжигания топлива; система отвода дымовых и технологических газов, боров и дымовая труба. Фундамент печи представляет собой массивную бетонную плиту толщиной 2,5−4 м, верхняя часть которой выполнена из жаропрочного бетона. В фундаменте обычно имеются вентиляционные каналы и смотровые проходы. Рабочее пространство является основной частью печи, так как в нем протекает технологический процесс и развиваются высокие температуры (1500−1650°С). Подина (лещадь) выполняется в виде обратного свода, толщиной 1,0−1,5 м. Для кислых шлаков в качестве огнеупорных материалов при кладке пода и стен печи используют динас, для основных шлаков — хромомагнезит. Толщина стен на уровне ванны 1,0−1,5 м, над ванной -0,5−0,6 м. Для теплоизоляции стен обычно используют легковесный шамот. Расстояние между боковыми стенами (ширина печи) в зависимости от конструкции агрегата изменяется в пределах 7−11 м, между торцевыми стенами (длина печи) 28−40 м.
Источниками тепла в отражательных печах являются каменноугольная пыль, природный газ или мазут, сжигаемые с помощью 4−6 горелок или форсунок, которые устанавливают в торцевой стене рабочего пространства печи. Продукты горения и газы, образующиеся в результате химических реакций в печи, поступают через отводящий боров в котел-утилизатор и далее в дымовую трубу.
Продукты горения в рабочем пространстве печи нагревают шихту, шлаки и огнеупорную кладку свода и стен печи. Шихта и шлаки в отражательных печах, как и в других плавильных ванных печах, в больших количествах получают тепло от нагретой огнеупорной кладки свода и верхней части стен.
Характерной особенностью отражательных печей является плавление шихты у боковых стен рабочего пространства. Загружаемая через отверстие в главном своде шихта располагается в виде плавающих в расплаве откосов, опирающихся с одной стороны на боковые стены рабочего пространства печи.
Верхние слои шихты под действием высоких температур отходящих газов нагреваются и в расплавленном состоянии по откосам стекают в ванну, при этом обнажаются следующие слои твердой шихты. Таким образом, процесс плавки в отражательных печах представляет собой непрерывное расплавление шихты и стекание ее по откосам в ванну.
Загрузку в печь шихты производят через отверстия в главном своде, расположенные около пят по всей длине свода на расстоянии 1,2−1,5 м друг от друга. Продукты плавки — штейн и шлак — выпускают из печи по мере их накопления, причем штейн выпускают через две летки (шпуровочные окна), находящиеся на уровне пода в одной из боковых стен печи. В окна вставлены чугунные или медные охлаждаемые водой плиты с квадратными отверстиями, в которые устанавливают чугунные втулки (летки) с внутренним диаметром 45−50 мм. Шлак удаляют из печи через окно, расположенное в боковой стенке ванны ближе к ее хвостовой части на высоте 700−800 мм от уровня пода. Заливку жидких составляющих шихты (конверторных шлаков) в рабочее пространство печи производят через желоб, устанавливаемый в окне, расположенном в боковой стенке печи. Температура в печи на расстоянии 3,5 м от торцевой стенки, в которой расположены горелки или форсунки, достигает 1550−1600° С, в середине печи 1300−1350° С и в хвостовой части печи у входа в боров не превышает 1200−1250° С.
Процесс плавки в отражательной печи состоит из следующих операций: загрузка шихты, плавление, окисление, съем шлака, восстановление (дразнение) и розлив металла.
Шихта состоит из конвертерной меди, анодных остатков, донного скрапа и песков электролитного цеха, скрапа от разлива анодов, анодного брака, вышедших из строя анодных изложниц, выломок из ковшей, кварцевого песка и железосодержащего флюса, вводимого для удаления никеля.
Перед началом новой плавки стенки выпускного отверстия (летки) печи очищают от металла и шлака и промазывают огнеупорной смесью. Летку на всю ее высоту заделывают в два слоя. Внутренний слой, соприкасающийся с расплавленным металлом, заделывают на толщину 150 мм пробкой, состоящей из крутозамешанной смеси (3 части молотого хромомагнезита с 1 частью шамотной глины). Внешний слой, плотно прилегающий к внутреннему, заделывают на толщину 200 мм набойкой, состоящей из смеси (9 объемных частей молотого кварца, 3 части шамотной глины и 2 части каменноугольного штыба). Смесь замачивают до влажности 5−6%, когда от сжатия в руке она образует нерассыпающиеся комья. Набойку утрамбовывают и затем закрывают чугунными плитами или набором стальных брусьев. Заделку летки, выполненную плавильщиком, принимает мастер смены, о чем должна быть сделана запись в журнале.
Шихту загружают краном. В целях минимального охлаждения печи в период загрузки все окна печи держат закрытыми, за исключением окна, через которое производят загрузку; последнее открывают только на время введения лопаты загрузочного крана или для заливки жидкой меди. На под разогретой печи загружают анодные остатки и скрап от разлива анодов, слитки черновой меди, бракованные анодные изложницы и кварцевый песок, после чего заливают жидкую медь из конвертеров. Порог шлакового окна заделывают пробкой (состав тот же, что и для летки), а затем набойкой (2 объемные части молотого хромомагнезита, 3 части шамотной глины и 6 частей молотого кварца). После заделки порог закладывают чугунными плитами. Пороги загрузочных окон заделывают красной глиной, верхний слой порогов присыпают кварцевым песком и утрамбовывают, окна закрывают дверцами и замазывают глиной. Малое окно для продувки и окно для дразнения закладывают битым кирпичом и замазывают красной глиной.
1.3 Преимущества и недостатки работы печи
Основными достоинствами отражательной плавки являются:
1) Относительно небольшие требования к предварительной подготовке шихты (влажность, повышенное содержание мелких фракций и т. п.);
2) Высокая степень извлечения меди в штейн (96−98%);
3) Незначительный унос пыли (1−1,5%);
4) Повышенная производительность единичного агрегата, достигающая до 1200−1500 т в сутки по проплавляемой шихте, а также высокий коэффициент использования топлива в печи, который составляет в среднем около 40−45%.
К недостаткам процесса следует отнести низкую степень десульфурации (получение сравнительно бедных по меди штейнов) и большой удельный расход топлива, который составляет примерно 150−200 кг на условную тонну шихты. Значительное количество дымовых газов на выходе из печи ограничивает возможность их очистки и использования в сернокислотном производстве из-за низкого содержания в них сернистого ангидрида.
При работе отражательных печей значительное количество тепла теряется с отходящими газами, температура которых на выходе из печи достигает 800−1000°С. Тепловой КПД печи повышают установкой на пути движения горячих газов рекуператора для подогрева дутьевого воздуха горячими отходящими газами до 350−400°С. Решение этой проблемы обычно затруднено из-за отсутствия устойчивых при высоких температурах в газовых агрессивных средах материалов. Эта задача решается подачей в рекуператоры отходящих газов при более низких температурах, например при 500 °C, и охлаждением горячих газов подсосом холодного воздуха или холодных газов. Агрессивность охлажденных отходящих газов резко снижается, и, следовательно, увеличивается срок службы конструкций печей. Снижается также запыленность газов, и уменьшаются расходы на очистку теплообменников от пыли. Большое значение для экономичной работы печи имеет коэффициент избытка воздуха, при значении его 100% (часто встречается на практике) термический КПД печи снижается на 35%, В производственных условиях вполне достижим избыток воздуха 5%, который чаще всего возникает в результате подсоса через неплотности в загрузочных окнах.
1.4 Автоматизация и контроль
Автоматизация производственного процесса представляет собой сложный комплекс мероприятий, цель которых освободить человека от функций непосредственного управления процессом, передав их специальным устройствам. При этом программирование, задание режимов, наблюдение за работой средств автоматизации, наладку и обслуживание их осуществляет человек.
Контроль за автоматическим процессом огневого рафинирования черновой меди осуществляется централизованно из операторского помещения, находящегося непосредственно в металлургическом цехе.
На каждой отражательной печи контролируются следующие технологические параметры:
— расход топлива на горелки;
— расход вентиляторного воздуха;
— температура свода, металла и изложниц;
— давление вентиляторного воздуха и под сводом печи.
Регулирование давления под сводом печи осуществляется изменением производительности дымососов (воздействием на направляющие аппараты), установленными за котлами-утилизаторами, или перемещением шибера.
Регулирование температуры в рабочем пространстве отражательной печи осуществляется изменением подачи топлива. Температура измеряется радиационным пирометром, визированным на карбофраксовый стакан, установленный в своде. Количество природного газа, подаваемое к горелкам, регулируется поворотом регулирующих заслонок или крана. Система соотношения «топливо-воздух» выполняется с коррекцией по экстремуму температуры факела. Системой регулирования «топливо-воздуха» подсчитывается теоритическое количество воздуха, подаваемого в печь. Коэффициент избытка воздуха устанавливается вручную задатчиком и корректируется экстремальным регулятором до достижения наивысшей температуры факела. Работа экстремального регулятора основана на принципе поиска максимума температуры процесса.
Поддержание оптимального значения коэффициента избытка воздуха при изменении расхода топливо возможно только с использованием автоматических устройств: общий расход топлива, расход вторичного воздуха и расход воздуха на окисление контролируют приборы КСД — 3С ДМ, давление под сводом контролируют приборы КСД — 3С ДК, температуру под сводом контролируют приборы КСП 3С ТЕРА — 50, в качестве регулятора соотношения «топливо — воздуха» выступают приборы Р-2511 СДМ и КРП — 3С ДМ, температуру отходящих газов и вторичного воздуха показывают приборы КОМЕТА ТОПОГАЗ либо CHEMIST 300.
Технический контроль за процессом плавки проводится совместно с отделом технического контроля (ОТК). Для определения глубины окисления, а также окончания процесса восстановления, отбирается ложечная проба. Измерение температуры расплава металла во время доводки его перед разливом и во время разлива проводится работником цеха. Во время разлива представители ОТК осуществляют контроль за качеством отлитых анодов.
1.5 Охрана труда в цехе
Охрана труда включает систему технических, санитарно-гигиенических и правовых мероприятий, непосредственно направленных на обеспечение безопасных для жизни и здоровья человека условий труда. Охрана здоровья трудящихся, ликвидация профессиональных заболеваний и производственного травматизма являются одной из главных забот государства.
Охрана труда в металлургическом цехе осуществляется на основании положений и норм, действующих на предприятии. В свою очередь Положения и нормы по охране труда на предприятии разрабатываются в соответствии нормативно-правовых актов и нормативной документации Российской Федерации по охране труда. На каждом предприятии приняты согласованные с профсоюзными организациями Правила внутреннего трудового распорядка, в которых содержатся нормы по охране труда. Действующая в стране система состоит из общих межотраслевых правил и отраслевых правил по охране труда. Общие правила определяют главные требования по охране труда к устройству и эксплуатации любого промышленного предприятия (например, Санитарные нормы проектирования промышленных предприятии). Помимо профсоюзов (и параллельно с ними) надзор за охраной труда осуществляют государственные органы: Госгортехнадзор (Государственный надзор за безопасным ведением работ в промышленности), Государственный энергетический надзор, Государственный санитарный надзор. Общий надзор за соблюдением законности в области охраны труда возложен на Прокуратуру. Издаваемые различными органами документы составляют в целом действующую систему стандартов, обеспечивающих безопасность труда.
Проектирование, строительство и реконструкция металлургических предприятий (цехов, участков, отделений) и их оборудование, разработка новых технологий и средств производства, средств коллективной и индивидуальной защиты работников проводятся согласно действующим нормативно-правовым актам по охране труда, санитарных и строительных норм, а также норм технологического проектирования.
На действующих предприятиях территория производственных и вспомогательных зданий и помещений, складов и сооружений общего назначения, пол строительных конструкций; отопление, вентиляция и кондиционирование воздуха, освещение, внутренний водопровод и канализация зданий, внешние канализационные сети и сооружения, промышленный транспорт и технологические трубопроводы должны отвечать требованиям действующих нормативно-правовых актов и нормативной документации.
Условия работы на рабочем месте, безопасность технологических процессов, работа машин, механизмов, оборудование и других средств производства, состояние средств коллективной и индивидуальной защиты, а также санитарно-бытовые условия труда должны отвечать требованиям действующих нормативно-правовых актов. Работник имеет право отказаться от порученной работы, если создалась производственная ситуация, опасная для его жизни или здоровья, для людей, которые его окружают, для производственной среды или окружающей среды. Он обязан немедленно сообщить об этом непосредственно руководителя или работодателю.
На каждом предприятии металлургической промышленности согласно требованиям Типового положения о службе охраны труда создается служба охраны труда. На предприятиях, в учреждениях и организациях, независимо от форм собственности и вида экономической деятельности, или в их филиалах, представительствах, других обособленных подразделениях, а также физическим лицам — предпринимателям, которые согласно законодательству используют наемную работу, необходимо организовывать расследование и вести учет несчастных случаев, профессиональных заболеваний и аварий. Данное расследование и учет проводит служба по охране труда работников.
На всех металлургических производствах разработаны на основании типовых положений и утвержденные работодателем следующие инструкции:
— по охране труда для работников каждой профессии и по видам работ;
— технологические;
— по техническому обслуживанию и эксплуатации оборудования, в том числе электрооборудования;
— по ремонту и очистке оборудования;
— по пожарной безопасности;
— по безопасной эксплуатации и ремонта объектов газового хозяйства с обязательной схемой межцеховых газопроводов и распределением их между цехами.
В каждом структурном подразделении предприятия имеется утвержденный работодателем перечень инструкций по охране труда и пожарной безопасности. Инструкции по охране труда имеют ссылки на действующие нормативно-правовые акты и нормативную документацию, на основании которых разработаны эти инструкции.
Технологические инструкции содержат требования, соблюдение которых обеспечит безопасное для работников ведение технологических процессов.
Постоянный контроль за выполнением требований инструкций и указаний относительно безопасных методов и приемов работы осуществляется ответственным или должностным лицом, на которое возложено выполнение этих обязанностей или функций.
Согласно Перечню тяжелых работ и работ с вредными и опасными условиями труда, на которых запрещается применения работы женщин, не разрешается использовать работу женщин во всех основных производствах черной и цветной металлургии. Кроме того, запрещается применения работы несовершеннолетних.
Работодатель организует проведение предварительного (во время приема на работу) и периодического (на протяжении трудовой деятельности) медицинских осмотров работников, которые заняты на тяжелых роботах, роботах с вредными или опасными условиями труда, а также ежегодного осмотра лиц возрастом до 21 года. Перечень лиц, которые подлежат медицинскому осмотру, срок и порядок его проведения определяется согласно Порядку проведения медицинских осмотров работников определенных категорий.
Согласно Закона «Об охране труда» работодатель должен ознакомить работников под личную подпись об условиях работы на предприятии, наличие на рабочем месте, где они будут работать, опасных и вредных производственных факторов, которые не устранены, и возможные следствия их влияния на здоровье, а также о правах на льготы и компенсации за работу в таких условиях.
На каждом предприятии составляются планы локализации и ликвидации аварийных ситуаций и аварий.
Работодатель обязан обеспечить всех работников спецодеждой, спецобувью и другими средствами индивидуальной защиты, а также предохранительными приспособлениями согласно требований «Норм безвозмездной выдачи специальной одежды, специальной обуви и других средств индивидуальной защиты работникам металлургической промышленности». Порядок обеспечения средствами индивидуальной защиты работников осуществляется согласно «Положению о порядке обеспечения работников специальной одеждой, специальной обувью и другими средствами индивидуальной защиты».
1.6 Основные вредности и опасности в цехе
Профессиональный риск для здоровья рабочих современного металлургического предприятия обусловлен комплексным воздействием вредных производственных факторов, таких как пыль с содержанием диоксида кремния, меди, свинца и мышьяка, химические вещества (диоксид серы и моно оксид углерода) шум и вибрация при дроблении и измельчении, высокая температурная нагрузка.
Пыль в производственных помещениях образуется большей частью через сырьевые промежуточные материалы и готовую продукцию, при их перегрузке и выпуске продуктов плавки и других технологических процессов переработки и обработки металла.
Степень действия пыли на организм зависит от физико-химических свойств, токсичности, дисперсности и концентрации. Различают пыль органическую, неорганическую и смешанную.
К органической относится пыль животного и растительного происхождения, например хлопчатобумажная, древесная; к неорганической — кремний, железо, углерод, карбиды, силикаты и другие соединения. Наиболее распространенной болезнью от действия пыли является пневмокониоз, как разновидность — силикоз. При вдыхании запыленного воздуха часть пыли выводится из организма. Это обусловлено его защитными рефлексами (чиханье, кашель, деятельность бронхов). Другая часть пылевых частиц проникает в глубь легочных тканей и оседает на альвеолах, то есть развивается пневмокониоз. Дисперсность пыли определяет также возможность и глубину проникновения ее в дыхательные пути. При вдыхании проникают в альвеолы и поражают их частицы размером преимущественно до 5 мкм. Наиболее вредными для организма человека является пыль с размерами частиц от 0,1 до 10,0 мкм.
Форма пылевых частичек может быть разнообразнейший (сферическая, плоская, неправильная), и она влияет на постоянство пыли в воздухе и ее поведение в организме. Так, пилинки сферической формы более легко проникают в легочную ткань, а те, что с острыми гранями и иглистые вызовут более сильное раздражение при попадании на слизистые оболочки глаз и верхних дыхательных путей. Частицы, которые несут электрический заряд в 2,5 раза больше задерживаются в дыхательных путях. Наиболее опасное действие имеет токсичная пыль, которая оказывает физико-химическое влияние на ткани верхних дыхательных путей и легких (аэрозоли металлов и т. п.).
В металлургической промышленности используются как топливо или образуются вследствие производственной деятельности разные газы. Горючая часть этих газов состоит из метана (СН4), этана (С2Н6), пропана (С3Н8), бутана (С4Н10), водорода (Н2), окиси углерода (СО) и некоторых тяжелых углеводородов. К негорючей части газов относятся азот (N), углекислый газ (СО2), водные пары (Н2О), а также кислород (О2), который, хотя и поддерживает горение, но является для газового топлива вредной примесью.
В зависимости от степени загрязнения воздуха вредными газами Правила безопасности на заводах цветной металлургии предусматривают четыре группы газоопасных мест. К первой группе относятся места, где кратковременное пребывание людей без газозащитной аппаратуры смертельно опасно; к второй — места, где содержимое вредных газов в воздухе значительно превышает предельно допустимую концентрацию и где продолжительное пребывание людей без газозащитной аппаратуры смертельно опасно; к третьей — места, где возможно появление вредных газов в количествах, которые превышают предельно допустимые концентрации; к четвертой — места, где возможно выделение только природного газа.
Температура воздуха выше от комфортной неблагоприятна для организма человека, у которого, чтобы сохранить нормальную температуру, перестраиваются функции теплоотдачи. Также неблагоприятная для организма температура воздуха в рабочей зоне ниже от комфортной, поскольку в таком случае усиливается теплоотдача организма и человек ощущает холод. Микроклимат помещений горячих металлургических цехов в значительной мере зависит от метеорологических условий и температуры ограждающих поверхностей тепловых агрегатов.
Виды передачи теплоты от нагретой поверхности к человеку: теплопроводность, конвекция и теплоизлучение (радиация).
Человеческий организм защищает себя от тепловых воздействий за счет терморегуляции. Терморегуляцией называется способность организма регулировать теплообмен с внешней окружающей средой, сохраняя при этом температуру тела на определенном, приблизительно постоянном уровне — в среднем 36,50С. Организм человека в нормальных условиях осуществляет терморегуляцию четырьмя способами: конвекционным (15−20%), радиационным (70%), теплопроводностью (2−4%), выделением пота (5% - около 1 кг в час). Последний является наиболее неблагоприятным способом терморегуляции, так как ткани обедняются на жидкость и соли, что приводит к сгущению крови и нарушению сердечно-сосудистой и нервной деятельности. На результат тяжести действия тепловых излучений значительно влияет продолжительность действия на человека тепловой радиации.
Шум — это совокупность беспорядочных колебаний материальных частичек или тел, которые передаются твердыми, жидкими или газообразными средам и воспринимаются человеческим органом слуха. С физиологической точки зрения шум — вредный раздражающий фактор, который действует на органы слуха человека и на весь его организм, мешает нормально выполнять рабочие функции и нормально воспринимать необходимые звуковые сигналы и речь. Шум, как физическое явление — совокупность звуков разной частоты (высоты) и интенсивности (громкости).
Продолжительное влияние шума или вибрации на организм приводит к снижению остроты зрения, слуха, к повышению давления, расстройствам нервной и сердечно-сосудистой систем, а также опорно-двигательного аппарата. Функциональные изменения сердечно-сосудистой и нервной систем, тяжелые формы вибрационной болезни ведут к частичной или полной потере трудоспособности.
В зависимости от уровня и частотного спектра шума различают несколько степеней его действия на человека:
1) шум с уровнями выше 120−140 дБ, — выше от болевого порога, спосоен служить причиной механического повреждения органов слуха:
2) шум с уровнями 100−120 дБ на частотах до 200 Гц и 80−90 дБ на более высоких частотах может послужить причиной необратных изменений в органах слуха: тугоухость, глухоту. Продолжительное действие такого шума ведет к общему болезненному состоянию организма человека.
Шум влияет не только на органы слуха. Через волокна слуховых нервов раздражения шумом передается в центральную и вегетативную нервные системы, а через них влияет на внутренние органы, приводя к значительным изменениям в функциональном состоянии организма, действует на психическое состояние человека, вызывая чувства беспокойства и раздражение. Человек, который испытать действие интенсивного шума, тратит в среднем на 10−20% больше физических и нервно-психических усилий, чтобы сохранить производительность, достигнутую им при уровне звука ниже 70 дБа.
Вибрация — это колебания частей аппаратов, машин, коммуникаций и сооружений, вызванные динамической неравновесностью деталей, которые вращаются, пульсацией давления при транспортировании жидкостей и газов и другими причинами. Под действием вибрации происходят изменения в нервной системе, сердечно-сосудистой системе и опорно-двигательном аппарате. Вредное влияние вибрации проявляется в повышенной усталости, головной боли, боли в суставах пальцев рук, повышенной раздражительности, в нарушении координации движений. Продолжительное действие интенсивных вибраций приводит к развитию вибрационной болезни, которая характеризуется тяжелыми, часто необратными изменениями в разных системах организма человека.
Радиоактивные вещества находят все более широкое применение в промышленности. Действуя на организм, ионизирующие излучения вызывает несвойственные для его нормального состояния окислительные реакции в клетках, которые, в свою очередь, предопределяют ряд соответствующих реакций организма. В результате изменяется нормальное функционирование отдельных органов и организма в целом, которое приводит к изменениям в центральной нервной системе, крови и кроветворных органах, в кровеносных сосудах и железах внутренней секреции.
При работе с источниками ионизирующих излучений возможны случаи внешнего, внутреннего и смешанного облучений. Внешнее облучение возможное при роботах с рентгеновскими аппаратами, нейтронными ускорителями и радиоактивными веществами без непосредственного контакта с ними. Внутреннее облучение, свойственное для металлургии, происходит при работе с неизолированными радиоактивными веществами вследствие попадания их вглубь организма при вдыхании паров, газов и аэрозолей.
Работа с радиоактивными веществами связана с невидимой опасностью: чрезмерное действие этого луча на организм человека может иметь тяжелые последствия. Вместе с тем установлено, что при правильной организации работы и соблюдении необходимых мероприятий защиты использование радиоактивных веществ безопасно.
На всех предприятиях метаалургической промышленности про водится нормирование вредностей.
В основу нормирования работы человека в функциональной системе человек — трудовой процесс — производственная среда должен быть положен системный подход, который предусматривает необходимость комплексного исследования функционального состояния и трудоспособности человека с выделением основного системообразующего фактора функциональной системы человек — машина — производственная среда.
Вредные вещества могут приводить к острым или хроническим отравлениям и профессиональных болезней.
Острая форма отравления возникает при кратковременном действии на организм вредных веществ в высоких концентрациях. Хроническая форма отравления развивается при продолжительном действии малых концентраций вредных веществ, способных накапливаться (аккумулироваться) в организм.
Отравление вредными веществами возможно только при их концентрации в воздухе рабочей зоны, превышающей определенную границу.
Концентрации, которые при ежедневной (кроме выходных дней) работе на протяжении восьмичасовой и другой продолжительности рабочего дня, но не более чем 41 часа в неделю, в период всего рабочего стажа не могут вызвать заболеваний или отклонений в состоянии здоровья, выявленных современными исследовательскими приемами в процессе работы или в отдельные периоды жизни нынешнего и следующего поколений, называются предельно допустимыми концентрациями (ПДК).
По степени влияния на организм в зависимости от ПДК вредные вещества делятся на четыре класса опасности:
І - вещества чрезвычайно опасные, ПДК — не более чем 0,1 мг/м3,
ІІ - вещества особо опасные — ПДК — 0,1−1,0 мг/м3,
ІІІ - вещества умеренно опасные, ПДК — 1,0−10 мг/м3,
ІV — вещества малоопасные, ПДК — свыше 10 мг/м3.
Меры предосторожности при проведении металлургических работ по огневому рафинированию черновой меди следующие: местная вытяжная вентиляция для отсоса пыли; местная вытяжная вентиляция и общеобменная вентиляция при наличии диоксида серы и моно оксида углерода; программа борьбы с шумом и защиты органов слуха; использование защитной одежды и масок; регулярные перерывы в работе и обильное питье; а также местная вытяжная вентиляция, индивидуальные средства защиты и меры предосторожности при производственном процессе. Специальная защита органов дыхания обычно осуществляется для предохранения от пыли, паров, диоксида серы.
2. Практическая часть
2.1 Расчет материального баланса
Расчет огневого рафинирования черной меди выполнен по следующим исходным данным:
1) Химический состав, %:
Cu = 99,35;
S = 0,386;
Ni = 0,02;
Pb = 0,078;
Fe = 0,075;
As = 0,0163;
Bi = 0,017;
Sb = 0,03.
2) Годовая производительность участка металлургического цеха по огневому рафинированию — 340 тыс. т. анодной меди в год.
Составим материальный баланс плавки.
В печь поступает шихта состава, %:
— черновая медь — 83,2
— анодные остатки — 14,4
— брак плавок — 1,1
— скрап — 0,53
— изложницы — 0,67
— выломки — 0,06
— заправочный материал — 0,04
Выход продуктов плавки, %:
— годные аноды — 97,2
— брак — 1,1
— скрап — 0,53
— шлак — 0,39
— выломки — 0,06
— изложницы — 0,67
— потери — 0,05
Годные аноды имеют состав, %:
Cu = 99,6; Ni = 0,043; Fe = 0,0045; Pb = 0,068; S = 0,011;
As = 0,048; Sb = 0.086; Bi = 0,0014; Se = 0,0085; Te = 0,014.
Состав шлаков, %:
Cu = 39; Fe = 11,05; Al2O3 = 6,8; SiO2 = 42,5;
Ni = 0.265; Sb = 0,095; As = 0,0026; Pb = 0,289;
Годовая производительность отделения — 340 000 т. анодов.
Суточная производительность отделения 340 000: 342 = 994 т.
При емкости печи 500 т выход продуктов плавки:
— годных анодов 500* 0,972 = 486 т;
— брака 500*0,011 = 5,5 т;
— скрапа 500* 0,053 = 2,65 т;
— выломки 500* 0,0006 = 0,30 т;
— шлака 500* 0,0039 = 1,95 т;
— изложницы 500* 0,0067 = 3,35;
— потери 500* 0,0005 = 0,25 т.
Вес меди в продуктах плавки:
— в годных анодах 486* 0,996 = 484,056 т;
— в браке 5,5* 0,996 = 5,478 т;
— в скрапе 2,65* 0,996 = 2,640 т;
— в шлаке 1,95* 0,39 = 0,760 т;
— в выломках 0,3. 0,996 = 0,298 т;
— в изложницах 3,35. 0,996 = 3,336 т;
— в потерях 0,25* 0,070 = 0,017 т.
Рассчитаем количество черновой меди, загружаемой в печь:
500* 0,832 = 416 т. В нем меди: 416* 0,9935 = 413,296 т Количество анодных остатков: 500*0,144 = 72 т В нем меди: 72* 0,9935 = 71,537 т.
Количество загружаемого брака плавок: 500* 0,011 = 5,5 т. В нем меди: 5,5* 0,996 = 5,478 т.
Количество загружаемого скрапа: 500* 0,053 = 2,65 т. В нем меди: 2,65* 0,996 = 2,640 т.
Количество загружаемых изложниц: 500*0,0067 = 3,35 т. В них меди: 3,53* 0,996 = 3,336 т.
Количество загруженных выломок: 500* 0,0006 = 0,3 т. В них меди: 0,3 * 0,996 = 0,298 т.
Количество заправочного материала:
500* 0,0004 = 0,2 т.
Данные сведем в таблицу 1.
Таблица 1 — Материальный баланс плавки
Загруженно | % | т | Содержание меди | ||
% | т | ||||
Черновая медь | 83,2 | 99,35 | 413,296 | ||
Анодные остатки | 14,4 | 99,35 | 71,537 | ||
Брак плавок | 1,1 | 5,5 | 99,6 | 5,478 | |
Скрап | 0,53 | 2,65 | 99,6 | 2,640 | |
Изложницы | 0,67 | 3,53 | 99,6 | 3,336 | |
Выломки | 0,06 | 0,30 | 99,6 | 0,298 | |
Заправочный материал | 0,04 | 0,2 | ; | ; | |
ИТОГО: | 496,585 | ||||
Получено | |||||
Годных анодов | 97,2 | 99,6 | 484,056 | ||
Брак | 1,1 | 5,5 | 99,6 | 5,478 | |
Скрап | 0,53 | 2,65 | 99,6 | 2,640 | |
Шлак | 0,39 | 1,95 | 0,760 | ||
Выломки | 0,06 | 0,3 | 99,6 | 0,298 | |
Изложницы | 0,67 | 3,35 | 99,6 | 3,336 | |
Потери | 0,05 | 0,25 | 0,07 | 0,017 | |
ИТОГО: | 496,585 | ||||
Далее произведем расчет горения природного газа на 100 м3.
Химический состав природного газа, %:
CH4 = 95,5; C2H3 = 1,2; CO2 = 0,3; N2 = 3,0.
На реакцию горения газа требуется кислород и образуется при этом СO2 и H2O. Химические реакции следующие:
1) CH4 + 2O2 = CO2 + 2H2O
В виде уравнения получим следующее равенство:
Количество газа = 95,5* x *y* z, где x = 191 м3 y = 95,5 м3 z = 191 м3
2) C2H6 + 3,5O2 = 2CO2 + 3H2O
В виде уравненя = 1,2*x* y* z, где x = 4,2 м3 y = 2,4 м3 z = 3,6 м3
Теоритически требуется кислорода: 191 + 4,2 = 195,2 м3
С учетом избытка воздуха (коэффициент избытка воздуха б = 1,1) требуется кислорода: 195,2* 1,1 = 214,72 м3
Избыток кислорода составляет: 214,72 — 195,2 = 19,52 м3
С кислородом поступает азота (21% содержания в воздухе):
214,72 /21*79 = 807,38 м3
Необходимо воздуха:
214,72 + 807,38 = 1022,1 м3 или 1022,1* 1,29 = 1318,5 кг.
В продуктах горения газа содержится:
CO2 = 95,5 + 2,4 = 98,2 м3 или 98,2* 44 /22,4 = 193,44 кг;
H2O = 191 + 3,6 = 194,6 м3 или 157,37 кг;
N2 = 807,38 + 3 = 810,38 м3 или 1013,97 кг;
O2изб = 19,52 м3 или 27,88 кг.
В таблице 2 представлен состав продуктов горения газа
Таблица 2 — Состав продуктов горения газа
Газы | кг | м3 | % (объем) | |
CO2 | 193,44 | 98,2 | 8,74 | |
H2O | 157,37 | 194,6 | 17,33 | |
N2 | 1013,97 | 810,38 | 72,18 | |
O2(изб) | 27,88 | 19,52 | 1,75 | |
ВСЕГО: | 1392,66 | 1122,7 | ||
Далее в таблице 3 произведем пересчет природного газа на массу.
Таблица 3 — Пересчет природного газа на массу
газы | % (об) | м3 | пересчет | кг | |
CH4 | 95,5 | 95,5 | 95,5*16: 22,4 | 68,21 | |
C2Н6 | 1,2 | 1,2 | 1,2* 30: 22,4 | 1,6 | |
CO2 | 0,3 | 0,3 | 0,3*44: 22,4 | 0,6 | |
N2 | 3,0 | 3,0 | 3* 28: 22,4 | 3,75 | |
ВСЕГО: | 74,16 | ||||
Следующий шаг — расчет количества воздуха на окисления черной меди. Количество закиси меди к концу операции окисление черновой меди 8% от веса шихты, т. е. 500* 0,08 = 40 т.
Количество O2 в закиси меди (Cu2О) — 4,44 т. или 4440 кг.
В черновой меди имеется 0,4% O2 или 500* 0,004 = 2 т (2000 кг).
Следовательно, необходимо ввести в ванну печи кислорода:
4440 — 2000 = 2440 кг или 1708 м3
С этим кислородом поступит азота: 1708* 79 / 21 = 6422,08 м3.
Теоретически воздуха на окисление требуется:
6422,08 + 1708 = 8130,08 м3.
В среднем при плавке коэффициент избытка воздуха б = 0,9.
Практически воздуха требуется:
8130,08: 0,9 = 9033,42 м3 или 9033,42* 1,29 = 11 653,11 кг.
Расчет восстановления меди:
В печи имеется 40 т Сu2O, в шлаке меди 0,76 т. (см. таблицу 1), что в пересчете на закись меди составит:
0,76* 144 / 128 = 0,85 т или 850 кг Необходимо восстановить закиси меди:
40 000 — 850 = 39 150 кг.
2Cu2О + С = 4Cu + СО2
288 — 12
39 150-х отсюда х = 1620 кг.
Восстановление производится мазутом с содержанием углерода 90%. Тогда потребность мазута составит:
1620: 0,9 = 1800 кг.
В таблице 4 представлен суточный материальный баланс плавки.
Таблица 4 — Суточный материальный баланс плавки
ПРИХОД | т | РАСХОД | т | ||
1. Черновая медь | 1. Годные аноды | ||||
2. Анодные остатки | 2. Брак | 5,5 | |||
3. Брак плавки | 5,5 | 3. Скрап | 2,65 | ||
4. Скрап | 2,65 | 4. Шлак | 1,95 | ||
5. Изложницы | 3,35 | 5. Выломки | 0,3 | ||
6. Выломки | 0,3 | 6. Изложницы | 3,35 | ||
7. Заправочный материал | 0,2 | 7. Дымовые газы | 1046,3 | ||
8. Природный газ | 8. Потери | 0,25 | |||
9. Воздух на горение топлива | 977,85 | ||||
10. Воздух на окисление меди | 11,65 | ||||
11. Мазут | 1,8 | ||||
ВСЕГО: | 1546,3 | ВСЕГО: | 1546,3 | ||
2.2 Расчет теплового баланса печи
Расчет теплового баланса отражательной печи огневого рафинирования меди следует начать с расчета прихода тепла.
1) Количество тепла при горении топлива рассчитаем по следующей формуле [1 с. 44 с.]:
Qт = m* Qрн, (1)
где Qт — количество тепла, кДж,
m — удельное (часовое) количество энергоносителя, кг,
Qрн - — удельная теплота при горении топлива, кДж/кг.
Qт = 55 000* 35 000 = 1 925 000 000 кДж.
2) Физическое тепло топлива:
Qфт = m* c* t, (2)
где Qфт — физическое тепло топлива, кДж,
m — количество энергоносителя, кг, с — удельный показатель разности температур
t — температура.
Qфт = 55 000*1.54*1,54* 20 = 1 701 260 кДж.
3) Тепло реакции восстановления:
2Cu2O + C = 4Cu + CO2 + 226 100 кДж
12 — 226 100
1620-х, х = 30 500 000 кДж.
4) Тепло реакции окисления.
а) 4Cu + O2 = 2Cu2O + 333 062 кДж.
32 — 333 062
2440-х, х = 25 400 000 кДж.
б) Cu2O + Fe = 2Cu + FeO + 10 000 кДж В черновой меди Fe: 416* 0,075 / 100 = 0,312 т
56 — 10 000
312-х, х = 55 700 кДж.
в) Cu2O + Ni = 2Cu + NiO + 80 000 кДж В черновой меди Ni: 416* 0,02 / 100 = 0,08 т.
59 — 80 000
80-х, х = 108 000 кДж.
г) 3Cu2O + Sb = 6Сu + Sb2О3 + 207 000 кДж В черновой меди Sb: 416* 0,03 / 100 = 0,12 т
144 — 207 000
120-х, х = 171 800 кДж.
д) 3Cu2O + As = 6Cu + As2O3 + 130 000 кДж В черновой меди As:
416* 0,075 / 100 = 0,312 т
207 — 52 000
312-х, х = 78 000 кДж.
ж) 3Cu2O + 2Bi = 6Cu + Bi 2O3 + 87 000 кДж В черновой меди Bi: 416* 0.017 / 100 = 0.07 т
418 — 87 000
70-х, х = 13 920 кДж.
з) S + O2 = SO2 + 296 900 кДж В черновой меди S: 416* 0,386 / 100 = 1,6 т
32 — 296 900
1600-х, х = 14 845 000 кДж.
Всего тепла окисления примесей = 40 719 620 кДж.
5) Физическое тепло мазута рассчитаем по формуле (2):
Qм = m* c* t = 1800* 1,61* 20 = 57 600 кДж.
Далее необходимо обсчитать расход тепла при огневом рафинировании.
Физическое тепло шлака рассчитаем по формуле:
Qш = mшл. лшл, (3)
где Qш — тепло шлака, кДЖ,
mшл — масса шлака, кг,
лшл — располагаемое тепло на 1 кг шлака, кДЖ/кг.
Qш = 1950*1254 = 2 470 000 кДж.
Физическое тепло меди и газов рассчитаем аналогично:
Qан = mан. лан = 497 800* 727 = 361 000 000 кДж.
Физическое тепло газов: Qг = 871 916* 1,4* 1200 = 1 470 000 000 кДж.
Потери тепла во внешнюю среду.
а) окна во время загрузки:
F1 = 1,1* 1,7 = 1,87 м3
Q1 = 4,96* (Т / 100)4 F*и* t (4)
Q1= 4,96 (1200 / 100)4 1,87*0,9*3*4,18 = 6 386 000 кДж.
б) окна, открытые в период окисления и восстановления:
F2 = 0,5*0,5 = 0,25 м2 на два окна 0,5 м2;
F3 = 0,7* 0,6 = 0,42 (шлаковые);
F2 + F3 = 0,5 + 0,42 + 0,92 м2;
Q2 = 4,96 (1200 / 100)4 0,92* 0,78* 3* 4,18 = 2 722 000 кДж.
в) через окна закрытые:
F = 1,87 на 3 окна 1,87* 3 = 5,61 м2;
Q = л* (tкл — tв / (S / л + 0,06)) F* t (5)
Q = 0,8*(1300 — 40 / (0,19 / 0,8 + 0.06)) 5,61* 20*4,18 = 1 730 000 кДж.
г) через кладку печи:
свод Q1 = л ((t1 — t2) / S) F*t (6)
Q1 = 1,39 ((1200 — 50) / 0,38) 118* 24* 4,18 = 49 808 000 кДж
Q2 = F. t (7)
Q2 = 60* 24* 4,18 = 6 825 000 кДж.
д) стенки ванны печи
Q3 = F* t (8)
Q3 = 25,7. 24. 4,18 = 6 638 000 кДж.
Всего во внешнюю среду потерь тепла: 74 109 000 кДж.
В таблице 5 представим тепловой баланс отражательной печи огневого рафинирования черновой меди.
Таблица 5 — Тепловой баланс отражательной печи
ПРИХОД | кДж | % | РАСХОД | кДж | % | |
Горение газа | 96,34 | Тепло шлака | 0,12 | |||
Тепло топлива | 0,08 | Тепло меди | 18,06 | |||
Реакция востановления | 1,52 | Тепло газов | 73,57 | |||
Реакция окисления | 2,03 | Во внеш. среду | 3,70 | |||
Тепло мазута | 0,03 | Неучтеное тепло | 4,55 | |||
ВСЕГО: | ВСЕГО: | |||||
2.3 Расчет печи
Отражательные печи бывают двух типов: однои двухкамерные. Однокамерные печи имеют некоторые преимущества перед двухкамерными: они более компакты, их сооружение и ремонт дешевле, но производительность ниже, чем двухкамерных, на 25−30%, а расход топлива выше. При меньшем использовании тепла отходящих газов тепловой КПД заметно ниже двухкамерных, но более эффективна регулировка теплового режима, а образовавшийся в ванне расплав менее загрязняется пылью отходящими газами.
Для плавки небольшими порциями однокамерные печи более предпочтительны.
На крупных заводах применяют двухкамерные печи, сочетающие функции плавильного агрегата (одна камера) и копильника-миксера (другая камера) для корректировки химического состава, рафинирования и хранения металла на период разливки. Обе камеры размещаются в одном корпусе.
Рассмотрим стационарную медерафинировочную отражательную печь с суточной производительностью 300 т/сутки. Емкость печи составляет 300 т, ее размеры: длинна по кладке 18 050 мм, высота по кладке 4600 мм, глубина ванны 760 мм.
Характеристика и назначение основных частей печи: рабочая ванна, футерована периклазохромировым кирпичом; загрузочные окна — расположены на передней стенке рабочего пространства печи и предназначены для загрузки шихты; футерованные заслонки закрывают загрузочные окна, подъем и опускание осуществляется механическим приводом; в них оборудованы окна для подачи воздуха на окисление и подачи мазута на восстановление; шлаковое окно расположено на боковой стене печи, противоположной форкамере и предназначено для съема шлака через него; летка расположена на задней стенке печи. Летка предназначена для выпуска расплавленного металла из печи в разливочные ковши; нагнетательный вентилятор высокого давления нужен для нагнетания воздуха и сжигание топлива.
Система сжигания топлива состоит из двух горелочных устройств, вмонтированных в боковую стену печи, противоположной понурой части печи; шибер предназначен для создания внутри печного давления.
Определим количество печей П, шт., для выполнения годового задания:
П = G: (Ј*342), (9)
где G — годовая производительность анодного отделения, т;
Ј - суточная производительность печи, сутки;
П = 350 000: (300* 342) = 3,41.
Следовательно, принимаем четыре печи.
Длительность разливки при емкости печи 300 тонн, составляет в среднем 5,5 часов, следовательно, нужная производительность разливочной машины около 54 т/час. На каждую печь принимаем одну разливочную машину карусельного типа производительностью 60 т/час, количество изложниц 25.
Для снятия анодов с изложниц разливочной машины используем две пневматические анодосъемные машины с механическим приводом, производительность 30 т/час.
Для загрузки шихты используем кран грузоподъемностью 3,3 тонны.
Вес годных анодов 486 тонн, количество анодов укладываемых на одну вагонетку 34, масса анода 0,31 тонн. Значит на одну вагонетку грузится:
34* 0,31 = 10,54 т, следовательно, количество вагонеток будет равно
486: 10,54 = 46,1 шт.
На четыре печи принимаем 188 вагонеток, грузоподъемностью 10 тонн.
На предприятии принимаются шлаковые коробки объемом 0,66 м3. Масса получаемого шлака 1,47 тонн. Следовательно, получаем на четыре печи:
1,47: 2,8: 0,66 * 4 = 3,18 шт.
Следовательно, принимаем четыре шлаковые коробки.
Вагонетки для подачи меди имеют грузоподъемность 5 тонн, емкость печи 300 тонн, так как вагонетки используются неодновременно у всех печей, то их количество можно уменьшить в два раза (по опыту), следовательно, на четыре печи понадобится:
300: 5 * 4: 2 = 120 шт.
Количество принятых вагонеток — 120 шт.
Большинство металлургических процессов осуществляется при значительных затратах топлива или электроэнергии. Затраты на топливо достигают 70% общих производительных затрат, в то же время до 50 — 70% тепла теряется с газами, шлаками и другими отходами производства, поэтому рациональное использование вторичных энергоресурсов имеет большое хозяйственное значение.
Тепло отходящих газов используют для нагрева котлов-утилизаторов в случаях: когда дымовые газы на выходе из печи имеют высокую температуру, когда дымовые газы содержат значительное количество пыли, которая быстро засоряет подогревательные устройства (рекуператоры, регенераторы). Принципиальная схема газо-пылеулавливания для отражательной печи содержит в себе котел-утилизатор.
Известны водотрубные и газотрубные типы котлов-утилизаторов. В котлах первого типа вода циркулирует внутри труб, омываемых водой. При плавильных печах, когда температура отходящих газов выше 700оС, устанавливают водотрубные котлы, которые менее чувствительны к работе на дымовых газах содержащих пыль.
Для четырех отражательных печей принимаем 4 котла-утилизатора. Котлы-утилизаторы выбираем серии ТОП. Выбор осуществляется по справочнику. Теплоутилизационные аппараты типа ТОП обеспечивают подогрев шихты до 400оС и регенеративный возврат в печь до 30% тепла сжигаемого топлива. Низкое гидравлическое сопративление котлов этого типа снижает подсосы воздуха и обеспечивает высокий КПД пылеулавливания.
2.4 Расчет освещения
О важности организации оптимальной схемы освещения, для нормальной жизнедеятельности человека, известно достаточно давно. Расчет освещения, необходимого количества светильников и их мощностей, является основой проекта освещения любого помещения. Грамотный расчет светильников и уровня освещенности позволяет создать необходимое постоянное, равномерное освещение в помещении, оптимальной яркости и насыщенности, исключая возникновение ненужных теней и резких контрастов. Ведь плохое освещение может весьма отрицательно сказаться на настроении и психологическом состоянии человека, на его работоспособности. Кроме всего, нельзя забывать и о энергосбережении, что также является одним из важнейших критериев для расчета освещения.
Основные исходные данные, используемые при любом расчете освещения - это, оценка:
— помещения, которое необходимо осветить - длина (а), ширина (b), высота (h), коэффициенты отражения потолка, стен и пола;
— светильники - коэффициент использования светильника, расчетная высота (расстояние между светильником и рабочей поверхностью);
— лампы - тип лампы и мощность;
— нормы - требуемая освещенность.
Вспомогательные материалы: таблицы коэффициентов использования, таблицы коэффициентов отражения, таблица рекомендуемых уровней освещенности, таблица начального светового потока люминесцентных ламп.
Существует несколько методов расчета освещенности помещения, самым распространенным из которых является метод расчета светового потока. Суть метода заключается в вычислении коэффициента для каждого помещения, исходя из основных параметров помещения и светоотражающих свойств отделочных материалов. Недостатками такого метода расчета являются высокая трудоемкость расчета и невысокая точность. Таким методом производится расчет внутреннего освещения.
Сначала определяется необходимый световой поток освещения всех источников света в помещении, по формуле:
ц = S/((h1-h2) *(a+b)), (10)
где S — площадь помещения, мІ
h1 — высота помещения, м;
h2 — высота, на которой будут установлены светильники, м.
Определение площади помещения рассчитаем по следующей формуле:
S= a x b (11)
Данные по размерам металлургического цеха возьмем по рисунку 3.
Рисунок 3 - Схема участка огневого рафинирования меди металлургического цеха
Определим площадь помещения:
S= 78 * 27,6 = 2152,8 мІ.
Находим индекс помещения или необходимый световой поток:
ц = 2152,8/ ((27,6−24) * (27,6 + 78)) = 19,7
Определение нужного количества светильников осуществим по фор-муле:
N=(E*S*100*Kз)/(U*n*Фл), (12)
где E - требуемая освещенность горизонтальной плоскости, лк;
S — площадь помещения, мІ;
Кз — коэффициент запаса;
U — коэффициент использования осветительной установки;
Фл — световой поток одной лампы, лм;
n — число ламп в одном светильнике.
Выбор светильников — светильник растровый встраиваемый на 4 люминесцентные лампы 18 Вт тип ARS/R 4×18 W, лампы люминесцентные 18 Вт, в одном встраиваемом растровом светильнике 4 лампы Фл = 1150 лм. Для люминесцентной лампы производства Filipps TLD 18/54, нормы освещенности Е = 20 люкс на уровне 24 м от пола (рабочая поверхность), коэффициент запаса Кз = 1,5, коэффициент использования светового потока в долях единицы — 0,8, коэффициент использования осветительной установки по данным справочников равен 51.
Тогда количество светильников для общего освещения равно:
N= (20 * 2152,8 *100 * 1,5) / (51 * 4 * 1150) = 18,35? 18 шт.
Затем необходимо выбрать способ размещения светильников, который может быть симметричным или локализованным. При симметричном размещении светильники располагаются как вдоль, так и поперек помещения на одинаковом расстоянии, по углам прямоугольника или в шахматном порядке. Симметричное размещение светильников обеспечивает одинаковое освещение оборудования и рабочих мест, но требует большого расхода электроэнергии. При локализованном расположении светильники размещают с учетом местонахождения станков, машин, оборудования, мест контроля и рабочих мест.
Выберем симметричный способ размещения светильников в два ряда. Тогда расстояние между светильниками будет равно: 78: 18: 2 = 8,7 м. Светильники расположим на расстоянии 8,7 м друг от друга в два ряда.
2.5 Расчет вентиляции
Главной целью любой вентиляционной системы является повышение качества воздуха в помещении, а также создание необходимых условий для производственной деятельности.
Промышленная вентиляция, вне зависимости от типа производственного процесса, сталкивается с главной задачей — справиться с вредностями, которые выделяются при производстве.
К вредностям относятся:
1) тепловыделение;
2) влаговыделение;
3) парои газовыделения, включая токсичные вещества;
4) пылевыделения;
5) дымовыделение (аэрозоли) — выделение мельчайших твердых частиц, свободно витающих в воздухе и др.
Более подробно о вредностях при огневом рафинировании черновой меди рассказано в разделе 1.6 курсового проекта.
В связи с этим возникает несколько главных задач:
1) Правильно рассчитать производительность системы вентиляции, достаточной, чтобы добиться необходимых условий в помещении.
2) Разработать подходящие способы подачи и вытяжки воздуха, чтобы система была максимально эффективной. Это включает в себя разработку системы аспирации. Аспирация в промышленности — отсос воздуха от места образования пыли (при производственных процессах) чтобы не допустить ее распространение по помещению.
3) Разработать, при необходимости, систему фильтрации воздуха.
4) Разработать систему, которая будет максимально разумна с экономической точки зрения. Правильные зонты, укрытия, воздушные души, естественная вытяжка, правильные отсосы, увлажнение — эти и многие другие моменты могут снизить расход воздуха в вентиляционной системе, а значит стоимость оборудования, воздушной сети, работ и т. п. При этом эффективность системы останется на нужном уровне.
Существует два типа промышленной вентиляции — общеобменная и местная (местные отсосы и т. п.). Общеобменная вентиляция прекрасно справляется только с тепловыделениями, т. е. когда нет поступления значительных вредностей в атмосферу цеха. Если при производстве выделяются газы, пары и пыль применяют смешанную вентиляцию — общеобменная плюс местные отсосы. Для огневого рафинирования меди выбираем смешанную вентиляцию.
Расчет системы вентиляции сводится к расчету количества воздуха, которое необходимо ввести в помещение. Данное количество воздуха рассчитывается по формуле:
L = Qизб / (С * Р * (t2 — t1), (13)
где L — количество воздуха для ввода в помещение, мі/ час;
Qизб — избыточное тепло, поступающее в помещение, кДж;
С — удельная весовая теплоемкость воздуха, равная 1004 Дж/кг;
Р — плотность воздуха, кг/м3;
t1 — температура приходящего в помещение воздуха, єС;
t2 — температура уходящего воздуха, єС.
Температура воздуха, удаляемого из помещения t2,°С определяется по формуле:
t2 = t р. з. + ?t (H? 2), (14)
где t р. з. — температура воздуха в рабочей зоне,°С,
?t — градиент температуры по высоте помещения (от 1 до 5°С);
H — расстояние от пола до центра вытяжных проемов, м;
2 — высота рабочей зоны, м.
Отсюда, находим температуру удаляемого воздуха при температуре рабочей зоны 25єС:
t2 = 25 + 5 (15 -2) = 90єС Тогда количество воздуха при плотности воздуха 0,12 кг/м3 будет равно (количество избыточного тепла взято по данным таблицы 5):
L = 74 109 000 / (1004 * 0,12 *(90−18) = 8543,2 м/час Далее необходимо определить кратность воздухообмена по формуле:
N = L / g * 100, (15)
где g — объем помещения (59 417 мі)
N = 8543,2 / 59 417 * 100? 14
Из этого следует, что в цехе необходимо установить 14 вентиляционный установок. По действующим СНиПам выбираем вентялиционные установки с роторной рекуперацией.
Преимущества вентиляционных установок с роторной рекуперацией:
— эффективнее восстанавливают тепло, а также влажность в холодное время года (что для отапливаемого помещения, где воздух становится сухим, очень важно);
— не нуждаются в отводе конденсата, обмерзание исключается даже в самые сильные морозы;
— при правильной установке работают практически бесшумно;
— есть возможность подключения данных установок к системам автоматизации и управления ими через интернет. При этом устанавливаются различные режимы работы, осуществляется контроль уровня влажности и СО2.
2.6 Таблица технико-экономических показателей
Таблица технико-экономических показателей работы участка по огневому рафинированию черновой меди металлургического цеха составлена на основе данных предприятия.
Таблица 6 — Технико-экономические показатели работы участка
№ | Показатели | Ед. изм. | Значение | |
Выпуск анодной меди в год | т | 340 000 | ||
Товарная продукция (по оптовым ценам) | тыс. руб. | 170 340 000 | ||
Стоимость основных производственных фондов, в том числе: — активной части — пассивной части | тыс. руб. | 29 227,9 5304,2 23 923,7 | ||
Доля активной части ОПФ | % | 22,2 | ||
Среднесписочное количество работающих, в том числе: — основных — вспомогательных — ИТР | чел. | |||
Выработка продукции — на 1 работающего — на 1 основного рабочего | тыс. руб./ чел. | 1 455 897 2 077 317 | ||
ФЗП работающих в том числе: основных вспомогательных ИТР | руб. | 14 691 067,2 10 436 107,2 2 961 600,0 1 293 360,0 | ||
Среднемесячная заработная плата, в т. ч. основных рабочих вспомогательных рабочих ИТР | руб. | 10 463−72 10 605−80 9 872−00 10 778−00 | ||
Количество основного оборудования на участке | шт | |||
Выпуск продукции на единицу оборудования | тыс. руб./ ед | 42 585 000 | ||
Фондоотдача ОПФ | тыс. руб./ тыс. руб. | |||
Фондоемкость ОПФ | тыс. руб./ тыс. руб. | 0,17 | ||
Фондовооруженность ОПФ | тыс. руб./ чел. | 249,8 | ||
Себестоимость передела | тыс. руб. | 136 272 000 | ||
Сумма прибыли | тыс. руб. | 34 068 000 | ||
Общая рентабельность | % | 25,0 | ||
Пояснения к таблице 6:
1) Годовой выпуск продукции взят по данным предприятия.
2) Товарная продукция (ТП) по оптовым ценам рассчитана по цене покупки анодной меди, действующей на предприятии:
ТП = 340 000 т * 501 000 руб./т = 170 340 000 тыс. руб.
3) Стоимость основных производственных фондов, их активной и пассивной части приведена по данным предприятия.
4) Доля активной части ОПФ рассчитана следующим образом:
стоимость активной части: стоимость ОПФ * 100% = 5304,2: 29 227,9 * 100% = 22.2%
5) Среднесписочное количество работающих по категориям — по данным предприятия.
6) Выработка продукции на одного работающего и на одного основного рабочего участка рассчитана делением товарной продукции в оптовых ценах на среднесписочную численность работающих и основных рабочих соответственно. Например, по основным рабочим выработка будет равна:
170 340 000 тыс. руб.: 82 чел. = 2 077 317 тыс. руб./чел.
7) Годовой фонд заработной платы по категориям работающих на участке принят по данным предприятия.
8) Среднемесячная заработная плата работников по категориям рассчитана делением годового фонда заработной платы на коли-чество работников и деленное на 12 месяцев. Например, по основным рабочим среднемесячная заработная плата будет равна:
10 436 107,2 руб.: 82 чел.: 12 = 10 605−80 руб. в месяц.
9) Количество отражательных печей, как основного оборудования на участке, взято по данным раздела 2.3 курсового проекта.
10) фондоотдача основных производственных фондов рассчитана по формуле:
Fo = ТП: Fс. г, (16)
где Fо — фондоотдача;
ТП — объем товарной продукции, руб.;
Fс.г — среднегодовая стоимость основных фондов, руб.
11) фондоемкость основных производственных фондов рассчитана по формуле:
Fе = Fс. г: ТП, (17)
где Fе — фондоемкость.
12) показатель фондовооруженности труда рассчитан по формуле:
Fв = Fс. г: Чр, (18)
где Fв — фондовооруженность, руб./чел.;
Чр — среднесписочная численность работников за год.
13) Себестоимость передела — себестоимость выпуска анодной меди на участке металлургического цеха. Данный показатель приведен по данным предприятия.
14) Сумма прибыли — разница товарной продукции по оптовым ценам и себестоимости передела:
170 340 000 — 136 272 000 = 34 068 000 тыс. руб.
15) Рентабельность — отношение суммы прибыли продукции к затратам на ее производство, выраженное в%.
Рентабельность = 34 068 000: 136 272 000*100% = 25%
Заключение
В ходе выполнения курсовой работы достигнута цель — выполнен проект отражательной печи по аффинированию черновой меди.
Задачи курсовой работы, поставленные для выполнения цели, полностью выполнены:
— раскрыты теоретические основы огневого рафинирования меди;
— описан принцип действия и конструкцию отражательной печи;
— отмечены основные преимущества и недостатки работы печи;
— описан процесс автоматизации и контроля производственного процесса;
— раскрыт вопрос охраны труда на производстве меди;
— выяснены основные вредности и опасности в металлургическом цехе;
— рассчитаны материальный и тепловой баланс печи;
— рассчитаны освещение и вентиляцию в цехе;
— приведены основные технико-экономические показатели работы участка металлургического цеха.
Список использованных источников
1 Лякишев Н. П, Плинер Ю. Л, Игнатенко Г. Ф, Алюмотермия — М. Металлургия, 1998.
2 Гордон Г. М, Пейсахов И. Л., Пылеулавливание и очистка газов — М. Металлургия, 2001.
3 Злобинский Б. М. Охрана труда в металлургии — М: Металлургия. 1986.
4 Ильинский Б. Д, Техника безопасности в цветной металлургии — М: Металлургия, 1996.
5 Уткин Н. И. Металлургия цветных металлов — М: Металлургия, 2005.
6 Деомидовский Д. А. Металлургические печи цветной металлургии — М: Металлургия, 2000.
7 СНиП — 4 — 79. Естественное и искусственное освещение. Нормы проектирования. — М.: Стройиздат, 1980. — 48 с.
8 Справочная книга по светотехнике / Под ред. Ю. Б. Айзенберга. — М.: Энергоатомиздам, 2003. — 472 с.
9 Справочная книга для проектирования электрического освещения / Под ред. Г. М. Кнорринга. — М.: Энергия, 2006. — 384 с.
10 Жуков В. П., Спитченко С. А., Новокрещенов С. А., Холод С. И. Рафинирование меди. Учеб.пособие.-Екатеринбург.:УрФУ, 2010.-317 с.
11 Уткин Н. И. Металлургия цветных металлов. Учебник для техникумов. М.: Металлургия, 1985.-440 с.
12 Вольский А. Н., Сергиевская Е. М. Теория металлургических процессов. Пирометаллургические процессы. Учеб. Пособие для студентов вузов по спец. «Металлургия цветных металлов». -М.: Металлургия, 2008.-344 с.
14 http://author24.ru/readyworks/Metallurgiya/